What Is a Deep Bed Filter and How Does It Work?
In aluminum continuous casting and rolling operations, melt cleanliness determines everything downstream — strip surface quality, mechanical properties, internal soundness, and final product yield. Among all the filtration technologies available to aluminum casthouses, the deep bed filter occupies a unique position: it is the only inline filtration method capable of consistently removing inclusions below 10 μm from molten aluminum at industrial throughput rates.
A deep bed filter — also called a granular bed filter or packed bed filter in some technical literature — passes molten aluminum through a thick layer of granular refractory media rather than through a flat ceramic foam panel. The filtration media is typically alumina-based granules and alumina gravel with controlled particle size distribution, packed into a bed 200–600 mm deep depending on equipment design and filtration requirements.
Working Principle of Deep Bed Filter
The operating principle is fundamentally different from surface filtration. The molten metal passes through the alumina ball and alumina gravel filter bed, capturing impurities in the original aluminum water to obtain high-quality pure aluminum water. As the melt travels through the full depth of the granular media, inclusions have repeated opportunities to contact and adhere to media surfaces throughout the entire bed depth. This dramatically increases the probability of capturing small inclusions that would pass straight through a ceramic foam filter.
For inclusions smaller than 20 μm — which are notoriously difficult to capture with ceramic foam alone — deep bed filtration provides inclusion removal efficiencies that surface filtration simply cannot match. The physics behind this comes down to contact probability: a deep bed filter with 400 mm of packed alumina granules has an enormously larger total surface area than any ceramic foam panel, and inclusions traveling through the bed have far more contact opportunities to be retained.
Calculation Formula of Deep Bed Filtration Area
Deep bed filtration area (m²) = k × filtration capacity (t/h) × 0.0413 m²h/t
Where “k” represents the correction factor based on the aluminum alloy grade. For example, according to the current filtration accuracy standard of 10 μm, the selection of deep bed type “K” should be based on the estimated floating ratio of the standard filtration area. For coarse filtration requiring a precision of 20 μm, the filter area selection “K” is approximately 0.8, and so on.
What Performance Can You Expect from a Deep Bed Filter?
One of the problems with evaluating filtration equipment is that many suppliers describe performance in vague terms — “high efficiency,” “excellent inclusion removal” — without committing to measurable numbers. The deep bed filter is one of the few casthouse technologies where actual performance can be quantified against specific, testable metrics.
Realized Functions and Performance Indicators
Filtration accuracy: Common to all alloys, according to different equipment specifications and different filter media laying methods and sizes, the diameter range of filtered impurities is: 5 μm – 30 μm.
Filtration effect: The range of aluminum slag content is: ≤0.03 mm²/kg aluminum – ≤0.008 mm²/kg aluminum (detected by ABB off-line slag tester).
Filtration capacity (T/H): Commonly used for all alloys (Mg ≥ 1% alloys reduce 20–30%). According to different specifications of equipment and filter media laying methods and sizes, the flow rate range is 15–80 T/H.
Filtration capacity per bed is generally applicable to all alloys (20–30% reduction for Mg ≥ 1% alloys), depending on equipment specifications and filter media laying methods and sizes:
- The flow rate range for fine filtration (impurity diameter below 10 μm): 1,000–10,000 T
- The flow rate range for coarse filtration (impurity diameter above 10 μm): 2,000–15,000 T
Table 1: Deep Bed Filter Performance Specifications by Filtration Grade
| Parameter | Fine Filtration (< 10 μm) | Coarse Filtration (> 10 μm) |
|---|---|---|
| Inclusion Capture Diameter | 5–10 μm | 10–30 μm |
| Slag Content After Filtration (mm²/kg Al) | ≤ 0.008 | ≤ 0.03 |
| Filtration Capacity per Bed (tons) | 1,000–10,000 | 2,000–15,000 |
| Flow Rate Range (T/H) | 15–80 | 15–80 |
| Capacity Reduction for Mg ≥ 1% Alloys | 20–30% | 20–30% |
| Detection Method | ABB off-line slag tester | ABB off-line slag tester |
All filtration performance data is measured using ABB off-line slag testing equipment under controlled production conditions. Performance varies with alloy grade, upstream melt treatment quality, and media configuration. Values represent the achievable range across AdTech’s deep bed filter product line.
These are not theoretical numbers — they are measured performance from operating installations. The distinction between fine filtration and coarse filtration is important for equipment selection, because it determines both the media configuration inside the bed and the equipment model specification.
How Does Deep Bed Filtration Compare to Ceramic Foam Filtration?
This question comes up in almost every conversation about casthouse filtration strategy. The honest answer is that they are not competing technologies — they are complementary ones. But understanding where each performs best helps explain why deep bed filtration occupies a specific and irreplaceable role in high-quality aluminum production.
Table 2: Deep Bed Filter vs. Ceramic Foam Filter — Performance Comparison
| Parameter | Deep Bed Filter | Ceramic Foam Filter (30 PPI) | Ceramic Foam Filter (50 PPI) |
|---|---|---|---|
| Minimum Inclusion Size Captured (μm) | 5–10 | 20–30 | 10–20 |
| Inclusion Removal Efficiency (%) | 90–99 | 60–80 | 75–90 |
| Media Surface Area per Unit Volume | Very High | Moderate | High |
| Flow Capacity (tons/hr, typical) | 15–80 | 2–15 | 1–8 |
| Sensitivity to Inclusion Load | Low | High | Very High |
| Replacement Frequency | 15–20 days per bed | Per campaign (8–24 hrs) | Per campaign (8–24 hrs) |
| Capital Cost | Higher | Low | Low |
| Operating Cost per Ton | Low | Moderate | Moderate–High |
A deep bed filter doesn’t have either of these limitations to the same degree. The media bed continues to function as inclusions accumulate. For operations producing foil stock, can body sheet, automotive structural panels, or any product where surface quality is closely scrutinized, deep bed filtration upstream of a ceramic foam filter represents the most effective melt cleaning system currently available.
How Do You Select the Right Deep Bed Filter Equipment Model?
Equipment Filter Selection Standard
Selecting the correct deep bed filter model is not simply a matter of matching flow rate to casting line throughput. The selection process must account for filtration accuracy requirements, alloy grade, and target bed service life. AdTech’s selection criteria are as follows:
- Under the condition of satisfying the flow rate of alloy casting, the service life of each bed of medium is 15–20 days/bed.
- For filtering impurity diameter below 10 μm (fine filtration), select according to the standard model (including recycled aluminum): EG-S-15, EG-S-25, EG-S-35, EG-S-55, EG-S-65, EG-S-75.
- For filtering impurities with a diameter of 10 μm or more (coarse filtration), reduce one model according to the standard configuration. For example, if the standard model is EG-S-55, after lowering the model it should be EG-S-35.
Table 3: Deep Bed Filter Model Selection Guide
| Model | Fine Filtration (< 10 μm) Flow Rate | Coarse Filtration (> 10 μm) Equivalent | Bed Service Life | Suitable For |
|---|---|---|---|---|
| EG-S-15 | Entry-level capacity | — | 15–20 days | Small casting lines, specialty alloys |
| EG-S-25 | Low–medium capacity | EG-S-15 equivalent | 15–20 days | Medium casting operations |
| EG-S-35 | Medium capacity | EG-S-25 equivalent | 15–20 days | Standard rolling mill operations |
| EG-S-55 | Medium–high capacity | EG-S-35 equivalent | 15–20 days | High-volume continuous casting |
| EG-S-65 | High capacity | EG-S-55 equivalent | 15–20 days | Large-scale rolling operations |
| EG-S-75 | Maximum capacity | EG-S-65 equivalent | 15–20 days | Major primary smelter casting lines |
The derating for magnesium-containing alloys is an important practical consideration. 5xxx series alloys (Mg ≥ 1%) generate significantly more oxide inclusions during melt handling and transfer due to magnesium’s high reactivity with atmospheric oxygen. This increased inclusion load shortens effective bed life and requires either a larger equipment model or more frequent bed regeneration. The 20–30% capacity reduction should be factored into the equipment selection from the beginning — not discovered during the first production campaign.
What Are the Major Components of a Deep Bed Filter?
Understanding the component breakdown of a deep bed filter helps both during procurement — so you know what you’re paying for — and during operation, so your maintenance team knows what to inspect and service.
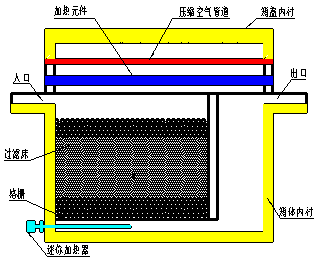
Deep bed filter equipment consists of 7 major components:
1. Box Body
Mainly composed of shell, inner lining, and insulation layer (fiber paper, nano board, fiberboard, silk blanket insulation filler, and sealing material). The box body contains the aluminum liquid and filter medium during operation.
Thermal insulation performance: The average shell temperature — high-end: ≤ 65°C; mid-range: ≤ 80°C.
2. Box Cover
Mainly consists of shell, box cover material, insulation layer (fiber paper, fiber blanket, aluminum foil cloth), anchor nails, and PTFE combined sealing ring. It supports heating components and compressed air ducts while reducing temperature loss from the molten aluminum.
3. Mini Heater Components
Mainly include mini heater, mini heater taper sleeve, mini heater plug, mini heater connecting plate, mini heater fixing plate, and mini heater portable device. These ensure the temperature of the aluminum liquid at the bottom of the box meets production process requirements. (According to customer needs — for example, aluminum alloy round rod with a filtration accuracy of 20 μm or more does not need this heating accessory.)
4. Heating Components
Mainly composed of heaters, heater support pads, heater thermocouples, etc. Used to bake the cabinet and ensure that the temperature of the aluminum liquid in the cabinet meets the production process requirements.
5. Bed Making
Mainly composed of support blocks, grids, alumina balls, and alumina gravel. This is the core filtration element — it filters impurities in the molten aluminum to purify the melt and meet production process requirements.
6. Tilting Mechanism
Composed of hydraulic station, oil pipe, oil cylinder, tilting frame, rotating shaft, etc. Used to facilitate the removal of used alumina balls and gravel inside the box, as well as residual aluminum liquid.
7. Compressed Air Cabinet
Mainly composed of cabinet body, pressure reducing valve, solenoid valve, flow meter, etc. Increases the fluidity of heat during deep bed oven baking and preheating, reducing the time required for these processes.
8. Electric Control Cabinet
Mainly composed of touch screen, PLC, power regulator, etc. Controls the heating power of heating components according to the requirements of deep bed oven baking and production process curve.
How Does the Tilting Mechanism Work?
The tilting mechanism is a feature that significantly reduces the labor and time required for bed maintenance and media replacement.

Function: The deep bed box is hoisted horizontally onto the tipping frame, the hydraulic station is activated to make the arm swing, and the deep bed box is driven to swing by using the slot of the rotating shaft. When the arm reaches the limit position (the maximum stroke of the oil cylinder), the deep bed The tilting angle of the box is about 108°, and the waste in the box (aluminum oxide balls, grids, etc.) is removed; when the swing arm reaches the limit position (the stroke of the oil cylinder is the shortest), the deep bed box is in a horizontal position. The deep bed box is in a horizontal position. The bed box can be hoisted away smoothly.
Tilting device specifications:
- Equipped with a tilting frame and hydraulic tilting mechanism
- Tilting angle: > 100°
- Convenient for cleaning filter medium (alumina ball, grid, support block) inside the box
- Convenient for cleaning residual aluminum slag on the surface of the inner lining

What Are the Heating and Baking Requirements?
Proper heating and baking of the deep bed filter — both for initial commissioning and for routine production — is essential for equipment longevity and filtration performance. The requirements differ between offline and online heating modes.
Offline Heating Station
- First-time box baking: Equipped with compressed air to distribute heating evenly, ensuring that the baking can be completed in 5–7 days.
- Non-first-time box baking: Equipped with compressed air to distribute heating evenly, ensuring that the baking can be completed in 4–5 days.
- Lay the bed and bake the box: Equipped with compressed air to distribute heating evenly, ensuring that the baking can be completed in 4–6 days.

Online Heating
- Ensure that the temperature of the aluminum water in the box is 700–800°C within the process range.
- Automatically adjust the heating power according to the temperature of the molten aluminum to reach the temperature required by the process as soon as possible.
online baking, production – deep bed, compressed air cabinet, electric control cabinet
The distinction between first-time and non-first-time baking is practically important. A new box with fresh refractory lining contains residual moisture that must be driven out slowly and completely — rushing this process causes refractory cracking that compromises the box’s structural integrity and insulation performance for its entire service life. The 5–7 day schedule for first-time baking is not conservative; it is the minimum required for reliable long-term performance.
How Should a Deep Bed Filter Be Integrated into the Casthouse Melt Treatment Line?
The deep bed filter performs best when it is positioned correctly within a complete melt treatment sequence — not dropped into an existing line as an afterthought. The standard integration for a modern aluminum continuous casting line looks like this:
Holding Furnace → Fluxing → Online Degassing Unit → Deep Bed Filter → Ceramic Foam Filter → Caster Tip → Casting Machine
Each stage serves a distinct purpose. Furnace fluxing and skimming removes bulk dross and large oxide chunks. The online degassing unit removes dissolved hydrogen and floats out intermediate-sized oxide particles through inert gas bubbling. The deep bed filter then captures the fine inclusions — the 5–30 μm particles that degassing alone cannot reliably remove. The ceramic foam filter at the downstream end of the launder system acts as a final polishing stage.
Skipping the degassing stage and relying on the deep bed filter to handle the full inclusion load is possible but increases media loading rates and shortens bed service life significantly. The best melt quality and the lowest total filtration cost per ton come from running all stages in sequence.
The International Aluminium Institute publishes process benchmark data for casthouse melt treatment that provides useful reference points for evaluating your facility’s treatment sequence against industry norms.
What Types of Aluminum Products Benefit Most from Deep Bed Filtration?
Can Body Sheet and Thin Foil
Beverage can body sheet is rolled to final gauge of 0.25–0.30 mm, and aluminum foil for packaging goes even thinner — down to 0.006 mm. At these gauges, a single inclusion particle of 50 μm can cause a pinhole or rolling break that scraps an entire coil. Virtually every major can sheet and foil producer runs deep bed filtration as standard equipment.
Automotive Aluminum Sheet
Automotive body panel applications require aluminum sheet that meets strict formability specifications. Non-metallic inclusions reduce elongation and increase cracking risk during press forming. Many automotive OEMs now require suppliers to demonstrate filtration process capabilities as part of quality system audits.
Aerospace Plate and Sheet
The inclusion tolerance for aerospace structural applications is essentially zero for particles above a defined threshold. Deep bed filtration is a baseline requirement, not a quality upgrade. Technical standards maintained by organizations like SAE International define the inclusion limits that drive these filtration requirements.
Heat Exchanger Fin Stock
Heat exchanger fins are brazed during assembly, and inclusions in the fin stock cause brazing failures. The fin stock market — particularly for automotive HVAC and EV battery cooling — has driven significant investment in upstream melt cleanliness.
AdTech Real Case: Upgrading an Indian Rolling Mill’s Melt Treatment System
In mid-2022, a rolling mill in Gujarat, India approached AdTech with a persistent quality problem. The facility produced 3xxx and 8xxx series aluminum strip for packaging and heat exchanger markets. Annual capacity was approximately 22,000 tons, but they were losing 8–9% of output to scrap — primarily surface inclusion defects and occasional rolling breaks on the cold mill.
Their existing filtration setup consisted of a single-stage ceramic foam filter box upstream of the caster tip — no upstream degassing, no deep bed filtration. Their customers — including Tier 1 automotive suppliers and a multinational packaging company — had tightened incoming inspection criteria and were rejecting material that would previously have passed.
AdTech’s technical team visited the facility in August 2022. Melt sampling using a Prefil-Footprinter instrument showed the inclusion load entering the existing ceramic foam filter was more than three times higher than the filter could handle within its rated capacity. By mid-campaign, inclusion levels downstream were rising significantly, and rolling breaks concentrated in the second half of each coil — consistent with filter exhaustion.
The solution AdTech implemented had three components:
First, an online degassing unit was installed to reduce the inclusion and hydrogen load reaching the filters. Second, AdTech supplied and commissioned a deep bed filter unit (model EG-S-35) with a 380 mm bed depth using high-purity tabular alumina media at 8–12 mm particle size — matched to the facility’s casting flow rate of approximately 14 tons per hour. Third, the existing ceramic foam filter box was retained as a polishing stage, with the filter grade upgraded from 30 PPI to 40 PPI.
Table 4: Gujarat Rolling Mill — Before and After AdTech Deep Bed Filter Installation
| Metric | Before (2022, Pre-Upgrade) | After (2022–2023, Post-Upgrade) | Improvement |
|---|---|---|---|
| Overall Scrap Rate | 8.7% | 2.9% | -67% |
| Rolling Break Frequency | 4–6 per month | 0–1 per month | -85% |
| Customer Rejection Rate | 3.2% of shipped tons | 0.4% of shipped tons | -88% |
| Average Casting Campaign Length | 9 hours | 22 hours | +144% |
| Ceramic Foam Filter Life per Campaign | 8–10 hours | 18–22 hours | +120% |
Results reflect this specific facility’s operating conditions, alloy mix, and production parameters. Performance improvements at other installations depend on baseline melt quality, alloy grade, and casting configuration. Published with customer authorization.
The extended casting campaign length — from 9 hours to 22 hours — was a direct consequence of the ceramic foam filter now receiving significantly cleaner melt from the deep bed filter upstream. Fewer campaign stops meant less reheating time, less startup scrap, and better utilization of the casting crew’s shift time.
By the end of 2022, the facility had recovered the capital cost of the deep bed filter through scrap reduction alone. The site production manager noted that the upgrade allowed them to bid for and win a supply contract with a new automotive customer that their previous scrap rate would have made impossible to service profitably.
The relationship has continued. The Gujarat facility now sources caster tips, ceramic foam filters , and flux treatment products through AdTech on an annual supply agreement. A planned capacity expansion in 2025 will include a second casting line, with AdTech engaged as the melt treatment equipment supplier from the project outset.
What Advantages Does the Deep Bed Filter Offer Over Plate-Type Filters?
For facilities currently using plate-type ceramic foam filter boxes as their primary filtration method, the deep bed filter offers several measurable advantages:
- For batch and continuous production lines, replace the plate filter to improve filtration capacity and ensure stable product quality.
- Reduce labor costs and eliminate excessive unnecessary energy loss associated with frequent ceramic foam filter changeovers.
- Realize semi-automated production and comprehensively reduce production costs through longer bed service life and automated temperature control.
The deep bed filter does not eliminate the need for downstream ceramic foam filtration in most operations — it complements it. But by handling the heavy-duty inclusion removal upstream, the deep bed filter dramatically extends the service life of downstream filters, reduces the frequency of line stops for filter changes, and delivers a cleaner baseline melt to the final filtration stage.
What Should You Ask a Deep Bed Filter Supplier Before Purchasing?
Purchasing a deep bed filter is a significant capital decision. Based on the questions that matter most to experienced casthouse engineers:
Media specification. What is the alumina purity of the standard media? What particle size do you recommend for my flow rate and bed depth?
Thermal performance. What is the measured shell temperature during operation? Can you confirm heat loss specifications?
Bed service life. What is the realistic tonnage per bed for my alloy mix — both fine and coarse filtration?
Regeneration and tilting support. Does your equipment include a tilting mechanism for bed maintenance? What is the regeneration procedure and timeline?
Integration support. Can your team review our launder layout and confirm the filter will integrate correctly with our existing degassing equipment and casting line?
References. Can you provide references from installations running similar alloys and production volumes?
A supplier who answers these questions with specifics rather than generalities is one whose equipment is likely to perform as described. AdTech’s engineering team is available to work through these questions for any prospective installation.
Explore the full range of AdTech casthouse products or contact us directly for a technical consultation on deep bed filter selection and integration.
FAQ
1. What is a deep bed filter used for in aluminum casting?
It removes fine non-metallic inclusions from molten aluminum before casting, capturing particles as small as 5–10 μm that ceramic foam filters cannot reliably catch.
2. How is a deep bed filter different from a ceramic foam filter?
A ceramic foam filter is a surface filtration device replaced every campaign. A deep bed filter uses a thick granular media bed for depth filtration, with a service life of 15–20 days per bed.
3. What filtration accuracy can a deep bed filter achieve?
Depending on equipment model and media configuration, it can filter impurities in the range of 5–30 μm, with slag content reduced to as low as ≤0.008 mm²/kg aluminum.
4. What flow rates can a deep bed filter handle?
Flow rates range from 15–80 T/H depending on equipment model. Note that alloys with Mg ≥ 1% require a 20–30% capacity reduction from standard ratings.
5. How long does the filter media last?
Under normal operating conditions, each bed of media lasts 15–20 days. Fine filtration beds (< 10 μm) typically process 1,000–10,000 tons before regeneration is needed.
6. How do I choose the right deep bed filter model?
Selection is based on required filtration accuracy, casting flow rate, and alloy grade. For fine filtration below 10 μm, choose from models EG-S-15 through EG-S-75. For coarse filtration above 10 μm, drop one model size down from the standard selection.
7. What temperature does the molten aluminum need to be maintained at?
During online operation, the aluminum temperature inside the box should be maintained at 700–800°C. The electric control cabinet automatically adjusts heating power to reach and hold the target temperature.
8. How does the tilting mechanism help with maintenance?
The hydraulic tilting mechanism rotates the filter box to over 100°, allowing used alumina balls, grids, and residual slag to be removed quickly without manual digging — significantly reducing maintenance time and labor.
9. How long does the initial box baking take?
First-time box baking takes 5–7 days with compressed air-assisted heating. Subsequent baking cycles take 4–5 days, and bed-laying baking takes 4–6 days.
10. Where does the deep bed filter fit in the casting line?
It sits between the online degassing unit and the ceramic foam filter box, as part of a complete inline melt treatment sequence before the melt reaches the caster tip and casting machine.