What Does “20 PPI” Actually Mean in Ceramic Foam Filters?
PPI stands for Pores Per Inch — literally, the number of pore openings you’d count along a one-inch line across the filter’s surface. A 20 PPI filter foam has roughly 20 pores per linear inch, which translates to an average pore diameter of approximately 1.0–1.2 mm.
That might sound like a small detail, but it determines almost everything about filter performance: how fast metal flows through, what size particles get captured, and how much metallostatic head you need to maintain a steady pour.
Here’s a quick comparison to put 20 PPI in context:
| PPI Grade | Avg. Pore Size (mm) | Typical Application | Flow Resistance |
|---|---|---|---|
| 10 PPI | 2.0–2.5 | Iron casting, heavy non-ferrous alloys | Very Low |
| 20 PPI | 1.0–1.2 | General aluminum casting, gravity die casting | Low–Moderate |
| 30 PPI | 0.7–0.9 | Precision aluminum components, wheel hubs | Moderate |
| 40 PPI | 0.5–0.6 | Aerospace-grade aluminum, thin-wall castings | High |
As you can see, 20 PPI ceramic foam filters sit right in the middle — versatile enough for a huge range of aluminum alloy work without choking flow or demanding excessive head pressure.

Why Is 20 PPI Filter Foam So Widely Used in Aluminum Foundries?
Walk into any aluminum casting facility producing automotive parts, heat sinks, or structural profiles, and chances are you’ll find 20 PPI filters stacked by the furnace. There are practical reasons for that popularity.
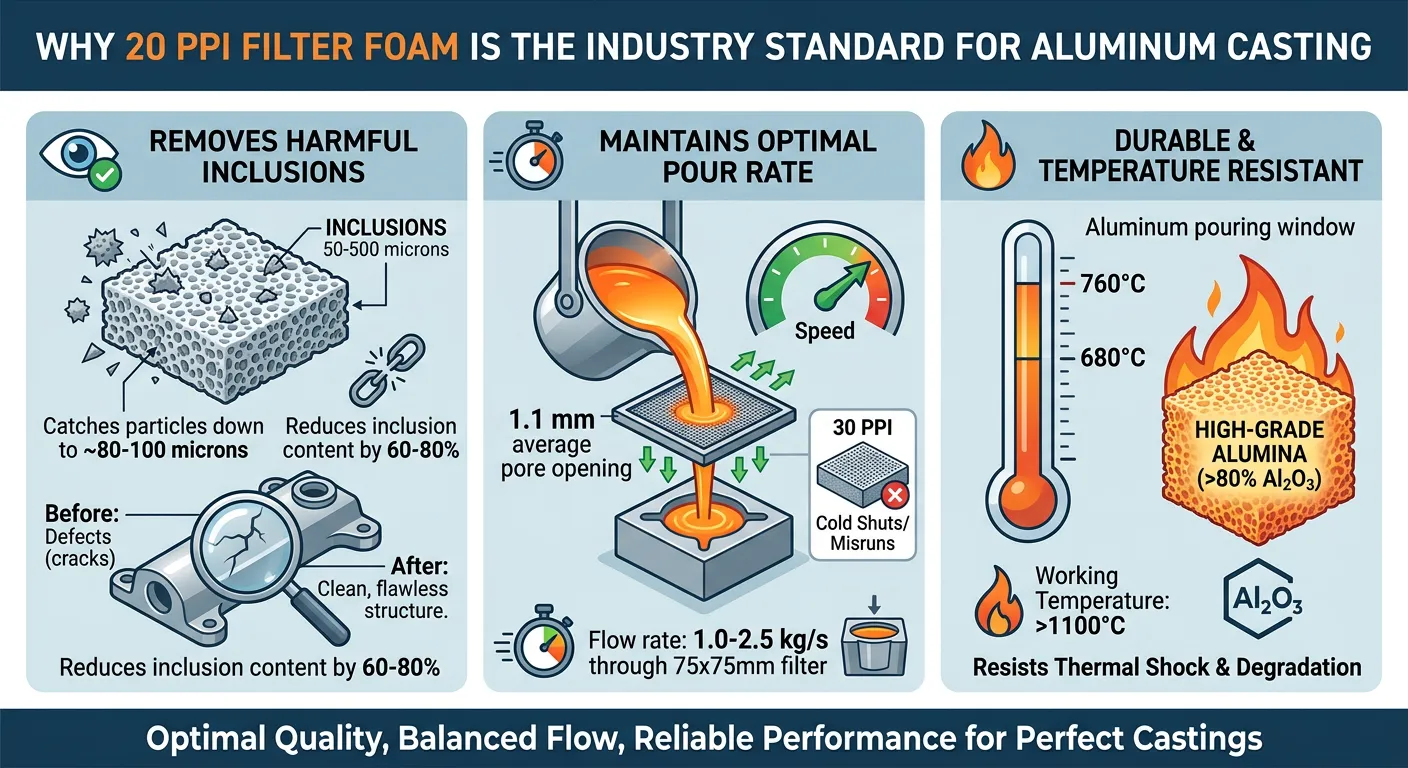
It Removes the Inclusions That Actually Cause Problems
Molten aluminum is reactive. The moment it contacts air, a thin Al₂O₃ oxide film forms on the surface. During pouring, turbulence breaks that film into fragments — typically 50–500 microns — that get carried into the mold cavity. These non-metallic inclusions act as stress concentrators in the finished part, leading to cracks under load or during machining.
A 20 PPI filter foam catches particles down to roughly 80–100 microns through direct interception, and even finer inclusions (20–50 microns) get trapped via cake filtration — where the initial layer of captured debris itself becomes a secondary filter medium. In practice, a well-functioning 20 PPI filter reduces inclusion content by 60–80%, depending on alloy cleanliness and pouring temperature.
That’s a significant jump in casting quality without adding complexity to your gating system.
It Doesn’t Strangle Your Pour Rate
This matters more than people realize. A filter that’s too fine for the application creates back-pressure, slows the pour, and can cause misruns or cold shuts — especially in thin-wall castings where the metal needs to fill fast before it loses superheat.
With an average pore opening around 1.1 mm, 20 PPI foam filters allow aluminum to flow at 1.0–2.5 kg/s through a standard 75×75×22 mm filter tile, which is more than adequate for most gravity-fed and low-pressure casting setups.
I’ve personally seen foundries switch from 30 PPI down to 20 PPI solely to eliminate fill-time issues on large housing castings — and the inclusion levels stayed well within spec.
It Works Across a Wide Temperature Window
Aluminum alloys are typically poured between 680°C and 760°C, depending on the alloy family (hypoeutectic, eutectic, or hypereutectic Al-Si systems). A quality 20 PPI alumina ceramic foam filter — with an Al₂O₃ content of 80–85% or higher — handles this range without thermal shock cracking or chemical degradation.
Some lower-grade filters use cheaper binder systems that start breaking down above 730°C. If you’re running A356 or A319 at higher superheat for fluidity, make sure your filter supplier specifies a working temperature of at least 1100°C with alumina content above 80%.
How Is 20 PPI Ceramic Foam Filter Made?
Understanding the manufacturing process helps explain why filter quality varies so much between suppliers. Here’s what actually happens:
Step 1 — Foam Template Preparation
A block of open-cell polyurethane foam — already cut to the right PPI count and dimensions — serves as the structural scaffold.
Step 2 — Slurry Impregnation
The foam is dipped into a carefully formulated alumina-based ceramic slurry. The composition typically includes Al₂O₃ powder, SiO₂ as a sintering aid, and organic binders for green strength. Getting the slurry viscosity right is critical: too thin and the coating won’t stick; too thick and it blocks the pores.
Step 3 — Excess Slurry Removal
The coated foam passes through rollers or a centrifuge to squeeze out excess slurry, ensuring uniform wall thickness across the struts.
Step 4 — Drying & Sintering
The coated foam is dried, then fired in a kiln at 1500–1680°C. During firing, the polyurethane template burns out completely, leaving behind a rigid, interconnected ceramic skeleton — the open-cell structure that defines the filter’s performance.
Step 5 — Quality Inspection
Finished filters are checked for dimensional accuracy, pore uniformity, crush strength (typically ≥1.0 MPa for a 20 PPI filter), and surface defects. Any filter with blocked pores, cracks, or uneven coating gets rejected.
The entire process takes roughly 24–48 hours from raw foam to finished filter. Cheap filters often cut corners at the slurry stage or use lower sintering temperatures, which results in weak struts that fracture during priming and release ceramic particles directly into your melt — the exact opposite of what you want.
What Size 20 PPI Filter Do I Need for My Casting?
This is one of the most common questions, and honestly, a lot of foundries get it wrong. They either oversize the filter (wasting money) or undersize it (restricting flow or letting it clog mid-pour).
The general rule: filter area should be 4–6× the choke area of your gating system. But for practical purposes, here’s what works for most aluminum casting applications:
| Casting Weight (kg) | Recommended Filter Size (mm) | Filter Thickness (mm) | Notes |
|---|---|---|---|
| 0.5–3 | 50 × 50 | 22 | Small parts, gravity permanent mold |
| 3–10 | 75 × 75 | 22 | Mid-size castings, tilt pour setups |
| 10–30 | 100 × 100 | 22 | Structural components, wheel blanks |
| 30+ | 150 × 150 or custom | 25–30 | Large plate castings, ingot filtration |
Round filters (Ø50, Ø75 mm) are also available and preferred in some automated pouring systems where the filter seat is cylindrical. If your gating system uses a round sprue, ask your supplier about round 20 PPI ceramic foam filter options — they seat more reliably and reduce the risk of bypass.
One thing worth noting: thickness matters more than most people think. A 22 mm thick filter gives the molten aluminum more contact time with the ceramic struts, improving both filtration efficiency and flow stabilization compared to a thinner 15 mm filter of the same PPI. If you’re experiencing marginal quality, try stepping up to 25 mm thickness before jumping to a finer PPI.
When Should You Choose 20 PPI Over 30 PPI or 10 PPI?
This is where real-world experience beats catalog specs every time.
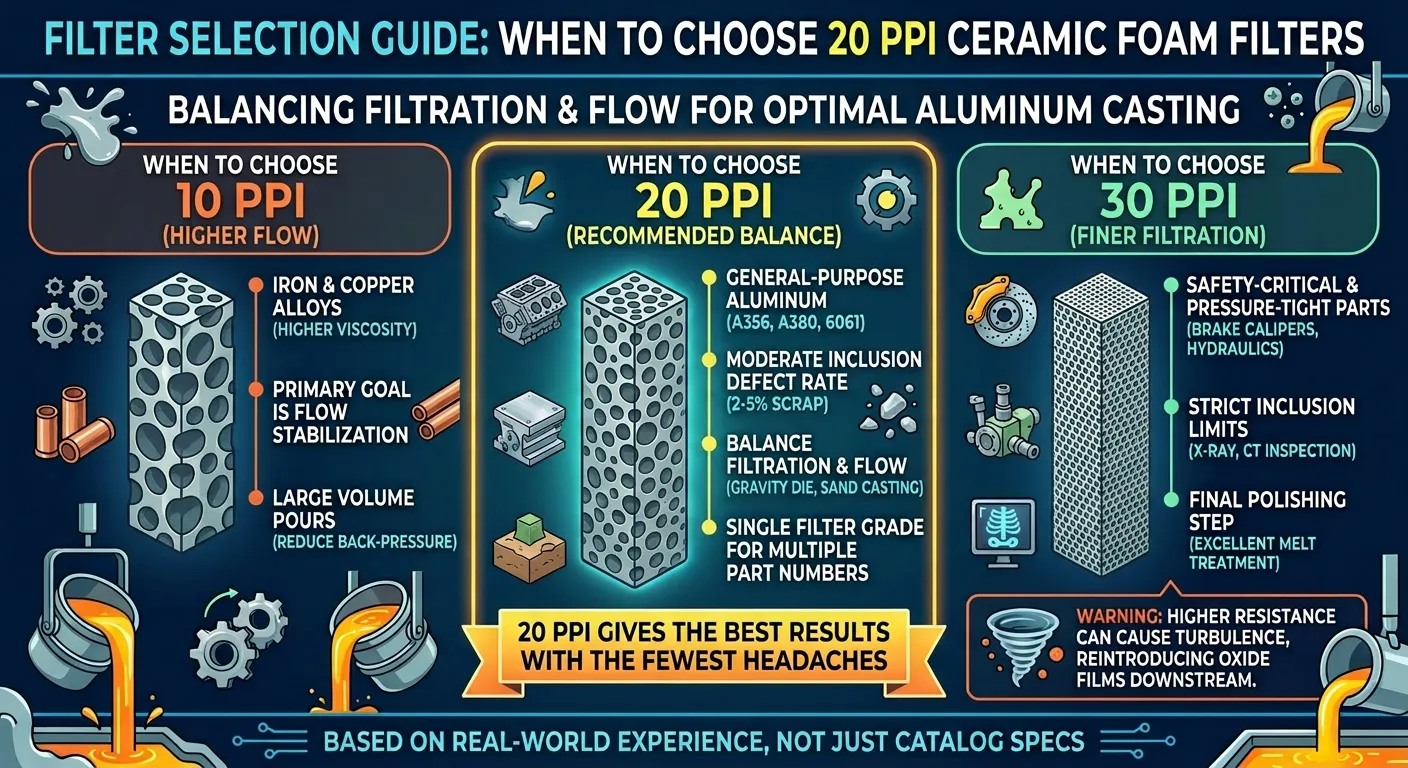
Choose 20 PPI when:
- You’re casting general-purpose aluminum components (A356, A380, A319, 6061)
- Your inclusion defect rate is moderate — say 2–5% scrap from porosity or hard spots
- You need a balance between filtration and flow, especially on gravity die casting and sand casting setups
- You want a single filter grade that works across multiple part numbers without re-engineering the gating
Step up to 30 PPI when:
- You’re producing safety-critical or pressure-tight parts (brake calipers, hydraulic manifolds)
- The end customer specifies X-ray or CT inspection with strict inclusion size limits
- Your melt treatment (degassing, fluxing) is already excellent, and the filter is your final polishing step
Drop down to 10 PPI when:
- You’re filtering iron or copper-based alloys with higher viscosity
- The primary goal is flow stabilization rather than inclusion removal
- You’re dealing with very large volume pours where back-pressure is a serious concern
I’ve talked with foundry engineers who run 30 PPI on everything “just to be safe,” only to find that the higher flow resistance causes turbulence at the filter exit — reintroducing oxide films downstream of the filter. More isn’t always better. For the vast majority of aluminum casting, 20 PPI gives you the best results with the fewest headaches.
Does Filter Placement Affect 20 PPI Performance?
Absolutely — and this is something that often gets overlooked during gating design.
Horizontal vs. Vertical Placement
Most ceramic foam filters place the filter horizontally in a filter print (a recessed pocket in the runner). This is the standard approach and works well for gravity-fed systems. The full face of the filter contacts the metal, and the weight of the metallostatic head drives flow through evenly.
Vertical placement is sometimes used in tilt-pour or low-pressure systems. It can work, but you need to ensure the filter is fully primed before the cavity starts filling — otherwise you get partial bypass and unfiltered metal entering the mold.
How Far From the Casting?
Place the filter as close to the mold cavity as practical — ideally in the runner, just before the ingates. If the filter is too far upstream (e.g., right below the pouring cup), any turbulence or oxide generation that happens between the filter and the cavity won’t be caught.
That said, you need enough runner length after the filter to let the flow re-stabilize. A good target is 2–3× the runner width between filter exit and the first ingate.
Key Material Properties of a Quality 20 PPI Filter Foam
Not all 20 PPI ceramic foam filters are created equal. The physical and chemical properties of the filter material directly impact durability, thermal stability, and whether the filter itself introduces contaminants into your melt.
Here’s what to look for on a supplier’s datasheet:
| Property | Target Value | Why It Matters |
|---|---|---|
| Al₂O₃ Content | ≥ 80% (ideally 85%+) | Chemical resistance to molten aluminum |
| Porosity (open) | 80–90% | Ensures adequate flow-through |
| Compressive Strength | ≥ 1.0 MPa | Prevents filter breakage during priming |
| Working Temperature | ≥ 1100°C | Safety margin above aluminum pour temps |
| Thermal Shock Resistance | Survives ΔT > 800°C | Filter contacts 700°C+ metal from cold start |
| Volume Density | 0.3–0.5 g/cm³ | Indicates proper strut coating thickness |
If a supplier can’t provide these numbers, that’s a red flag. Reputable manufacturers — particularly those with ISO 9001 certification and dedicated foundry-grade production lines — will have full test reports available.
One detail that separates good filters from cheap ones: strut uniformity. Under magnification, a well-made 20 PPI alumina filter shows consistent wall thickness on every strut and clean, open pore windows. A poor-quality filter will have thin spots (weak points) and partially blocked cells (dead zones that reduce effective filtration area).
How to Get the Best Results From Your 20 PPI Filter Foam
After working with various foundries and testing different configurations, here are the practical tips that consistently make the biggest difference:
1. Always preheat the filter before use.
A dry ceramic foam filter dropped into 720°C aluminum will experience a thermal shock of 700°C+ in under a second. Quality filters survive this, but preheating to 200–300°C dramatically reduces the risk of hairline fractures that release ceramic debris. Some automated lines use radiant preheaters built into the filter print — if you have the option, use it.
2. Don’t reuse filters.
This should be obvious, but I’ve seen it happen. Once a filter has been primed with molten aluminum, the pores are partially filled with captured inclusions and solidified metal. Reheating a used filter releases trapped oxides back into the melt. One filter per pour — no exceptions.
3. Monitor your scrap data after switching PPI grades.
When you move from one PPI to another — say from 30 to 20 — track your defect rates for at least 50 pours before drawing conclusions. A single bad pour doesn’t tell you anything; statistical trends do.
4. Match the filter to your melt quality, not the other way around.
A 20 PPI filter isn’t a substitute for proper degassing and dross removal. If your incoming metal is excessively dirty, the filter will clog prematurely, slow the pour, and potentially crack under pressure buildup. Clean your metal first, then let the filter handle the residual inclusions — that’s where it shines.
5. Ensure a proper filter seat.
The filter print (the recessed pocket in the runner) should hold the filter snugly with no gaps around the edges. Any gap allows unfiltered metal to bypass the filter entirely. A clearance of 0.5–1.0 mm per side is typical; anything more and you’re losing filtration effectiveness.
Wrapping This Up
There’s a reason 20 PPI filter foam has become the industry default for aluminum casting filtration. It delivers meaningful inclusion removal — typically capturing particles down to 80 microns and achieving 60–80% cleanliness improvement — while maintaining the flow rates that keep your pour times on target and your fill patterns stable.
It’s not the finest filter available, and it’s not meant to be. It’s the one that works reliably, day after day, across the widest range of aluminum alloys and casting methods. For most foundries producing automotive, industrial, or structural aluminum castings, 20 PPI is where you start — and more often than not, where you stay.
If you’re currently running without filtration, or using a lower-grade filter and seeing persistent inclusion-related scrap, switching to a properly made ceramic foam filter for aluminum in 20 PPI is one of the highest-ROI changes you can make on the shop floor. The cost per filter is negligible compared to the cost of a single scrapped casting — let alone a batch.
Choose a reputable supplier, match the filter size to your pour weight, place it correctly in the gating system, and let the ceramic do its job. That’s really all there is to it.
If your project requires the use of Ceramic Foam Filter, you can contact us for a free quote.
FAQ
1. What is a 20 PPI filter foam?
A 20 PPI filter foam is a ceramic foam filter with 20 pores per inch, commonly used to clean molten aluminum during casting.
2. What is 20 PPI filter foam used for?
It is mainly used to remove inclusions, reduce turbulence, and improve casting quality in aluminum foundries.
3. Is 20 PPI good for aluminum casting?
Yes. 20 PPI is one of the most widely used grades for aluminum casting because it offers a good balance between filtration efficiency and metal flow.
4. How does a 20 PPI ceramic foam filter work?
It traps oxide films, slag, and other non-metallic inclusions while allowing molten aluminum to flow smoothly through the filter.
5. What size 20 PPI filter foam should I choose?
The right size depends on casting weight, gating design, and flow rate. Common sizes include 50×50 mm, 75×75 mm, and 100×100 mm.
6. What material is 20 PPI filter foam made of?
For aluminum casting, it is usually made of high-purity alumina (Al2O3) for strong thermal shock resistance and chemical stability.
7. Can 20 PPI filter foam improve casting quality?
Yes. It helps reduce inclusions, improves surface finish, and lowers the risk of porosity and machining defects.
8. What is the difference between 10 PPI and 20 PPI filter foam?
A 20 PPI filter has smaller pores than 10 PPI, so it provides finer filtration but slightly higher flow resistance.
9. Can 20 PPI filter foam be reused?
No. Ceramic foam filters are designed for single use only.
10. Why is 20 PPI filter foam so popular?
Because it is versatile, cost-effective, and suitable for many aluminum casting applications without causing excessive flow restriction.