Ceramic foam filter has become a standard component in modern aluminum casting lines. Whether in billet casting, slab casting, or foundry applications, it plays a critical role in removing inclusions, stabilizing molten metal flow, and improving final product quality.
However, many engineers and buyers still misunderstand how ceramic foam filters actually work—and more importantly, how to select the right one.
This technical guide is based on real foundry practices and industry data, helping you understand performance, selection criteria, and common mistakes.
What is a Ceramic Foam Filter?
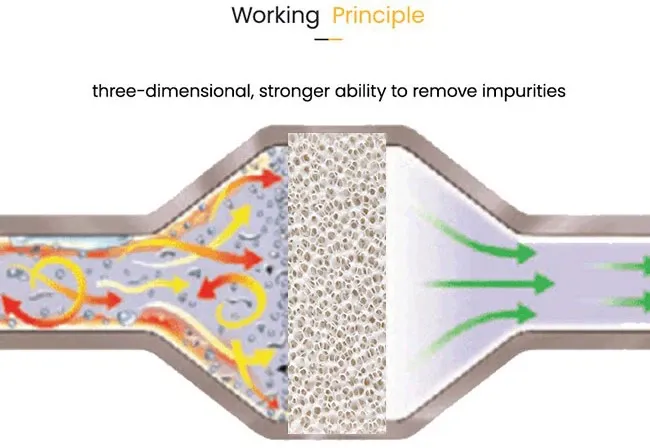
A ceramic foam filter is an open-cell, three-dimensional porous structure typically made from alumina (Al₂O₃), silicon carbide (SiC), or zirconia.
It is installed in the molten aluminum transfer system—usually inside a filter box—between the furnace and casting station.
Unlike traditional mesh filters, ceramic foam filters work through Plate Filtering Unit, not simple sieving.
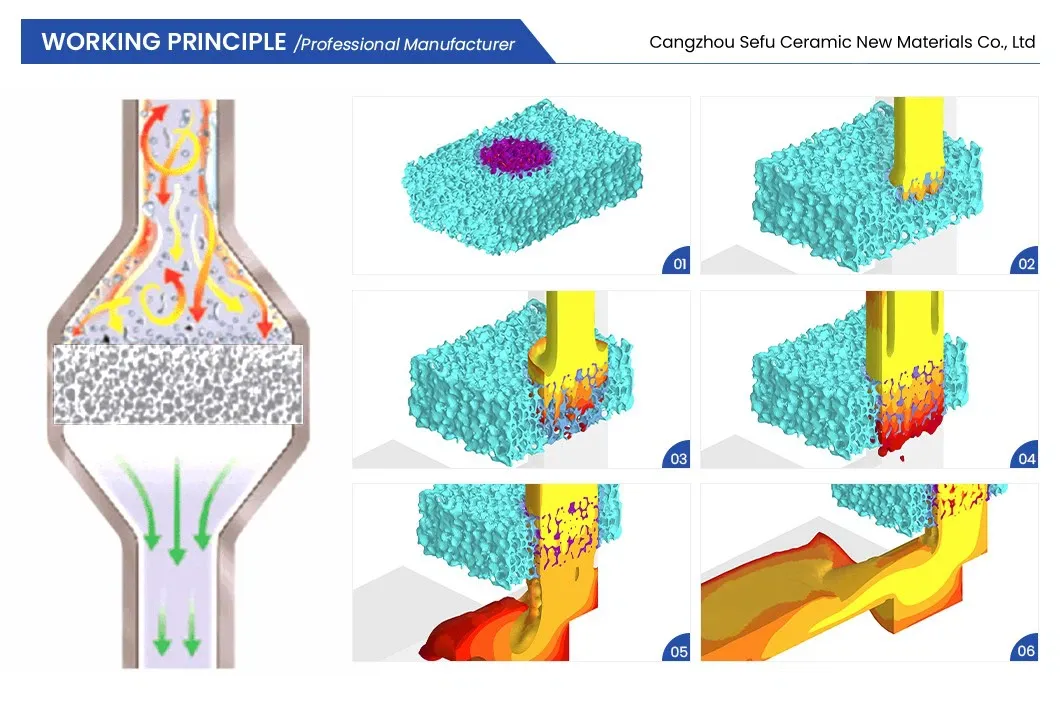
According to industry research, ceramic foam filters can remove both macro and micro inclusions through a combination of interception, adsorption, and flow control mechanisms

How Does Ceramic Foam Filter Work in Aluminum Filtration?
Deep Bed Filtration vs Surface Filtration
Most people assume filtration works like a screen. In reality, ceramic foam filters function differently.
Key mechanisms:
- Surface capture – larger inclusions are trapped at entry
- Cake filtration – buildup improves filtration efficiency
- Deep-bed adsorption – micro inclusions attach to internal structure
This multi-stage filtration significantly improves melt cleanliness.
Studies show that inclusion removal efficiency can reach over 90% depending on pore size and operating conditions .
Why Ceramic Foam Filter Matters in Aluminum Casting
1. Reduction of Inclusion Defects
Molten aluminum contains:
- Oxide films
- Slag/dross
- Sand particles
These act as stress concentrators and lead to:
- Cracks
- Surface defects
- Reduced mechanical strength
Using a ceramic foam filter significantly reduces these issues.
2. Flow Stabilization
One overlooked benefit is laminar flow control.
Without filtration:
- Turbulence increases
- Air gets entrapped
- Oxidation intensifies
Ceramic foam filters convert turbulent flow into a more stable, laminar profile
3. Yield Improvement
In real production:
- Scrap reduction: 10–30%
- Surface quality improvement: significant
- Machining cost reduction
This is why most aluminum casting plants treat filtration as mandatory, not optional.
Ceramic Foam Filter Specifications (Key Parameters)
In real foundry operations, the performance of a ceramic foam filter is not defined by a single parameter. It is the combination of pore structure, material, mechanical strength, and flow behavior that determines filtration efficiency.
Many datasheets look similar, but small differences in structure can lead to completely different results in production.
Table 1: Practical Specification Range for Aluminum Ceramic Foam Filters
| Parameter | Typical Industrial Range | Practical Impact in Foundry |
|---|---|---|
| PPI (Pores Per Inch) | 10 / 20 / 30 / 40 / 50 | Determines filtration accuracy and flow resistance |
| Open Porosity | 82% – 90% | Higher porosity = better flow, but lower strength |
| Bulk Density | 0.38 – 0.55 g/cm³ | Affects thermal stability and durability |
| Compressive Strength | 0.8 – 1.5 MPa | Important for handling and installation |
| Maximum Working Temperature | ≤ 1250°C (Al₂O₃) | Must exceed molten aluminum temperature (~720°C) |
| Thermal Shock Resistance | ≥ 6 cycles (room temp ↔ 700°C) | Prevents cracking during startup |
| Initial Pressure Drop | 1.5 – 3.5 kPa (at standard flow) | Directly affects casting speed |
👉Industry reality:Many suppliers emphasize only “high porosity,” but if the structure is uneven, this can actually lead to faster localized clogging and a more significant drop in flow rate.
How to Choose the Right PPI (Not Just “Higher is Better”)
One of the most common mistakes in aluminum casting is assuming that a higher PPI always means better filtration. In reality, the selection must balance filtration precision and metal flow capacity.
Table 2: PPI Selection Based on Real Casting Conditions
| Casting Condition | Recommended PPI | Real Reason (From Shop Floor) |
|---|---|---|
| Large ingot / slab casting | 10–20 PPI | High flow rate needed, inclusions relatively larger |
| Billet casting (general) | 20–30 PPI | Standard choice, stable flow + good filtration |
| High-quality extrusion billets | 30–40 PPI | Removes finer oxides, improves surface finish |
| Thin-wall / precision casting | 40–50 PPI | Needed for micro-inclusion control |
| Recycled aluminum (high impurity) | 20–30 PPI | Avoid clogging while still filtering effectively |
Practical experience is crucial:
If you use a 40 PPI filter for high-velocity molten aluminum (such as a 178mm-diameter ingot), you’re likely to encounter:
Reduced flow velocity
Rising liquid level
Ultimately, you’ll have to shut down the machine and replace the filter
👉 Therefore:
Filter selection must take flow rate (kg/min) into account; it’s not just about the filtration rating
Flow Rate vs Filter Size (What Datasheets Don’t Tell You)
Most manufacturers provide flow rate tables, but they are often based on ideal conditions. In real casting environments, factors like metal cleanliness, temperature fluctuation, and turbulence significantly affect performance.
Table 3: Realistic Flow Capacity Reference (Aluminum Casting)
| Filter Size | Recommended Flow Rate (kg/min) | Upper Limit (Short Term) | Notes from Practice |
|---|---|---|---|
| 7 inch (178mm) | 25 – 45 | up to 60 | Stable for small billet lines |
| 9 inch (230mm) | 40 – 80 | up to 100 | Common in medium casting |
| 12 inch (305mm) | 80 – 150 | up to 180 | Widely used in extrusion plants |
| 15 inch (381mm) | 120 – 220 | up to 260 | Requires stable head pressure |
| 20 inch (508mm) | 200 – 400 | up to 450 | Used in slab casting systems |
👉 Industry reality:
10–15 minutes after filtration begins:
Inclusion begins to accumulate
Actual flow typically drops by 10–25%
👉 Therefore, it is essential to build in a safety margin during design, rather than operating at “maximum flow.”
Material Selection: Not All Ceramic Foam Filters Are the Same
While alumina-based filters dominate aluminum casting, material selection still matters in specific conditions.
Table 4: Material Comparison for Aluminum Filtration
| Material | When to Use | Real Advantage | Limitation |
|---|---|---|---|
| Alumina (Al₂O₃) | Most aluminum casting lines | Cost-effective, stable | General Thermal Shock |
| Silicon Carbide (SiC) | High turbulence / recycled metal | Better shock resistance | higher cost |
| Zirconia (ZrO₂) | Special alloys / high-end casting | Excellent corrosion resistance | Rarely used in standard aluminum |
👉 Industry Reality:
Over 90% of aluminum plants still use Al₂O₃ filter plates because they offer the best value for money.
Real Foundry Observations: Why Filters Fail Early
From on-site troubleshooting, filter failure is rarely caused by the filter itself. Instead, it is usually due to process mismatch.
Common real-world issues:
1. Head Pressure Too Low
- Result: metal cannot penetrate filter evenly
- Symptom: partial flow, unstable casting
2. Poor Sealing Around Filter
- Molten aluminum bypasses filter
- Filtration efficiency drops sharply
👉Industry Reality:
This is an issue that many factories overlook, and it’s even more serious than choosing the wrong PPI.
👉 Therefore,choosing high-quality refractory sealing materials—such as ceramic fiber rope for aluminum casting—is essential to ensure proper sealing performance and prevent molten metal bypass.
3. No Preheating or Uneven Heating
- Leads to micro-cracks
- Reduces structural integrity
4. Dirty Melt (Upstream Problem)
- High oxide content → rapid clogging
- Filter life reduced by 30–50%
👉Industry Reality:upstream treatment with aluminum refining flux is essential to control oxide levels before filtration.
Engineering Insight: Filtration Is a Dynamic Process
A ceramic foam filter does not perform at a constant efficiency.
Instead, filtration evolves in stages:
- Initial stage → low resistance, lower efficiency
- Cake formation → optimal filtration
- Clogging stage → flow drops, efficiency peaks
👉 Here’s why:
Leaving the filter plate in for too long = flow issues
Replacing it too often = wasted costs
👉 Industry Reality:The optimal balance is usually somewhere in the cake formation.
Practical Recommendation (From Casting Engineers)
If you want stable performance, focus on system matching rather than just filter specs:
- Match PPI + flow rate + filter size
- Ensure proper sealing (critical!)
- Maintain stable head pressure
- Control melt cleanliness upstream
👉 Industry Reality:A “well-matched filtration system” is more important than “high-specification filter plates”
Conclusion
Ceramic foam filter performance is not determined by a single parameter like PPI or porosity. It is the result of a balanced system design.
In real aluminum casting operations, success depends on:
- Correct PPI selection
- Matching flow conditions
- Proper installation and sealing
- Stable upstream melt quality
Ignoring any one of these factors can significantly reduce filtration efficiency—even if the filter itself meets all specifications.
FAQ
1. What is a ceramic foam filter used for in aluminum casting?
A ceramic foam filter is used to remove non-metallic inclusions such as oxides and slag from molten aluminum, improving metal cleanliness and final casting quality.
2. How does a ceramic foam filter work?
Ceramic foam filters use deep-bed filtration, where inclusions are captured through interception, adsorption, and flow redirection within the porous structure.
3. What does PPI mean in ceramic foam filters?
PPI (pores per inch) indicates the number of pores in the filter structure. Higher PPI provides finer filtration but increases flow resistance.
4. What is the best PPI for aluminum casting?
For most aluminum casting applications, 20–30 PPI is recommended as it balances filtration efficiency and molten metal flow rate.
5. Why does a ceramic foam filter clog quickly?
Rapid clogging is usually caused by high oxide content in the molten aluminum or improper upstream treatment, rather than the filter itself.
6. How can I extend the life of a ceramic foam filter?
To extend filter life, ensure proper melt treatment using refining flux, maintain stable flow conditions, and avoid excessive inclusion load.
7. Do ceramic foam filters affect metal flow rate?
Yes, ceramic foam filters introduce flow resistance. Higher PPI filters reduce flow rate more significantly, so proper selection is critical.
8. Should ceramic foam filters be preheated before use?
Yes, preheating is essential to prevent thermal shock and ensure stable molten aluminum flow through the filter.
9. What materials are ceramic foam filters made of?
Common materials include alumina (Al₂O₃), silicon carbide (SiC), and zirconia (ZrO₂), with alumina being the most widely used in aluminum casting.
10. Where should a ceramic foam filter be installed?
It is typically installed in a filter box between the furnace and the casting mold to ensure effective filtration before metal solidification.