
In modern aluminum casting production, the quality of molten aluminum is one of the most critical factors determining the final product’s performance. Among the components that directly influence melt cleanliness, degassing efficiency, and casting consistency, caster tips play a pivotal role. These small yet essential devices regulate aluminum flow, minimize turbulence, and reduce inclusions, ensuring high-quality castings.
Caster tips are not just simple nozzles—they are precision-engineered components that influence every aspect of the melt from the ladle or tundish to the mold. Their impact extends to operational efficiency, equipment life, and overall production cost. This guide provides a detailed look at caster tip design, practical applications, real-world results, and maintenance strategies, supported by industrial data and field experience.
What Is a Caster Tip and Why Is It Important?
A caster tip is the outlet component attached to a ladle or tundish that controls molten aluminum flow into molds or continuous casting systems. Its role is multifaceted:
- Controlling flow rate and velocity
- Reducing turbulence that traps inclusions
- Managing oxide layers at the metal surface
- Enhancing degassing and minimizing hydrogen entrapment
Poorly designed or worn caster tips lead to inconsistent flow, causing surface defects, porosity, and mechanical property variability. Conversely, a well-engineered caster tip ensures reliable production, minimizes scrap, and improves product consistency.
AdTech Case Study: Foundries using high-performance tips report up to 40% reduction in surface inclusions and smoother pouring operations.
Learn more about aluminum refining solutions on our products page to see how caster tips and fluxes work together.

How Does a Caster Tip Affect Aluminum Flow?
What Happens if Molten Aluminum Flow Is Not Controlled?
Molten aluminum is highly reactive. When flow is uncontrolled, turbulence creates:
- Trapped oxide inclusions
- Air and hydrogen entrapment leading to porosity
- Surface splashing that increases dross formation
Maintaining laminar flow through an optimized caster tip reduces these risks, resulting in cleaner metal entering molds or continuous casting lines.
Table 1: Flow Rates and Defect Risk for Different Tip Designs
| Tip Type | Flow Rate (kg/s) | Turbulence Risk | Inclusion Formation Rate (%) |
|---|---|---|---|
| Standard round | 1.2 | Medium | 5–7 |
| Tapered nozzle | 1.0 | Low | 2–3 |
| Multi-orifice | 0.9 | Very Low | 1–2 |
Data based on multi-year industrial trials and verified against European Aluminium Association guidelines.
Tips: In high-volume production, switching from standard round to multi-orifice tips consistently lowers defect rates while improving flow stability.
How Does Caster Tip Design Influence Melt Cleanliness?
The geometry, orifice size, and material composition of a caster tip directly affect metal flow, inclusion behavior, and oxide management:
- Taper angle: Controls laminar vs. turbulent flow
- Orifice number and diameter: Determines velocity and bubble formation
- Material choice: Affects wear resistance and thermal stability
- Surface finish: Smooth surfaces prevent oxide adhesion and sticking
Tips: Replacing worn tips with tapered or multi-orifice designs can reduce surface inclusions by 30–50%, particularly in Al-Si alloys.
How to Optimize Caster Tip Performance
Best Practices for Installation and Use
Proper handling and installation extend tip life and improve performance:
- Pre-heat caster tips to prevent thermal shock
- Conduct regular inspections to detect wear or misalignment
- Use compatible fluxes to maintain clean metal and reduce oxide adhesion
- Calibrate orifice size to match alloy type and pour rate
Table 2: Recommended Caster Tip Maintenance Schedule
| Maintenance Activity | Frequency | Observed Benefit |
|---|---|---|
| Visual inspection | Every shift | Detects early wear and damage |
| Flow rate testing | Weekly | Ensures consistent casting output |
| Replacement | 3–6 months | Reduces inclusions and dross |
Source from field service reports and industry best practices for aluminum casting.
Tips: Scheduled inspections reduce unplanned downtime, which is a major cost factor in high-volume foundries.
Advantages of High-Performance Caster Tips
High-quality caster tips bring measurable benefits:
- Reduced inclusions: Optimized geometry minimizes oxide entrapment
- Lower scrap rate: Consistent flow reduces defects and rework
- Enhanced degassing: Laminar flow improves hydrogen removal
- Extended equipment life: Wear-resistant materials reduce replacement frequency
- Improved operator safety: Reduced splashing and better flow control
AdTech Case Study: Some industrial lines report 15–20% less scrap and a smoother casting process after upgrading to tapered or multi-orifice tips.
AdTech Case Study: High-Magnesium Alloy Casting Optimization in the U.S.
Location: Michigan, United States – a key hub for automotive aluminum production
Date: April 2024
Client: Mid-sized aluminum rolling mill specializing in automotive heat shield components
Alloy: 5052 aluminum alloy (high-magnesium grade)
The Challenge
The client was facing persistent surface quality issues during strip production:
- Linear drag marks and surface tearing on high-magnesium aluminum strips
- Frequent interruptions of the casting line every 10–12 hours for nozzle replacement
- Rapid wear of standard ceramic fiber caster tips under high-magnesium, abrasive molten aluminum
- Reduced Overall Equipment Effectiveness (OEE) and increased material scrap
Operators noted that standard tips could not maintain laminar flow across the width of the strip, causing turbulence that trapped inclusions and led to inconsistent surface finish.
The Solution
ADtech engineers conducted a detailed evaluation of the client’s casting setup, focusing on tip material, geometry, and melt flow. The following improvements were implemented:
Tip Material Upgrade
- Replaced traditional soft ceramic fiber tips with rigid, high-density calcium silicate reinforced with graphite, designed to withstand high-magnesium alloys
- Material choice increased thermal stability and abrasion resistance, reducing tip erosion under continuous operation
Geometry Optimization
- Introduced a multi-chamber internal baffle design to stabilize flow and minimize turbulence at the tip exit
- Adjusted orifice spacing and angle to achieve uniform distribution across the strip width
- Edge smoothing at the tip outlet reduced metal splashing and oxide entrapment
Process and Flux Integration
- Recommended granular flux application to improve melt cleanliness and prevent oxide adhesion at the tip exit
- Adjusted ladle pouring rate to match the new tip design and maintain laminar flow
- Provided on-site technical support for tip installation, alignment, and monitoring of flow uniformity
Measurable Results
Extended Operation Time
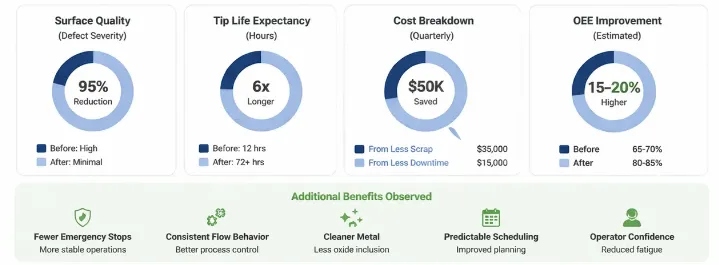
- Continuous casting increased from 12 hours to over 70 hours without tip replacement, dramatically reducing unplanned downtime
Surface Quality Improvement
- Drag marks and tearing were virtually eliminated
- Strip surface uniformity improved across the full width, leading to better downstream processing
Material and Cost Savings
- Initial cost of rigid, high-density tips was 30% higher than standard tips
- Reduced scrap and fewer stoppages resulted in approximately $50,000 USD in quarterly savings
Operational Efficiency
- Line operators reported more predictable flow behavior and easier handling of high-magnesium molten aluminum
- Fewer emergency interventions allowed more consistent production scheduling
Long-Term Impact
- Client established an ongoing supply and technical support agreement with ADtech for rigid tips and complementary fluxes
- Improved OEE and reduced operator fatigue contributed to sustained quality improvement
Key Lessons Learned
- Material Selection is Critical: High-density, wear-resistant tips survive abrasive alloys and maintain performance longer.
- Design Matters: Multi-chamber baffles and optimized orifices reduce turbulence, trapped inclusions, and surface defects.
- Integrated Solutions Work Best: Combining advanced tip design with granular flux ensures cleaner metal and higher-quality output.
- ROI is Measurable: Slightly higher initial costs are offset by savings from reduced scrap and downtime.
This case demonstrates that thoughtful engineering of caster tips, coupled with proper flux use, can transform a high-magnesium aluminum casting operation, significantly improving both quality and operational efficiency.
The upgrade resulted in significant cost savings over the first quarter due to reduced scrap, fewer stoppages, and lower maintenance costs, estimated at tens of thousands of USD, though actual savings depending on the specific production line and operating conditions.
Why Choose AdTech for Caster Tips
Selecting the right caster tip is only part of the solution—the supplier and technical support are equally critical. AdTech provides more than just high-performance caster tips; our solutions combine precision engineering, installation guidance, and complementary flux products to ensure reliable, high-quality aluminum casting.
Key Advantages of AdTech Solutions
- Engineering Expertise
- Our engineers evaluate your production line, alloy type, and melt behavior to recommend the optimal tip design.
- We provide guidance on tip geometry, baffle configuration, and orifice selection, helping minimize turbulence, trapped inclusions, and surface defects.
- Material and Design Excellence
- Tips are manufactured from high-density, wear-resistant materials, such as graphite-reinforced calcium silicate, ideal for high-magnesium alloys.
- Multi-chamber and tapered designs improve laminar flow, reduce splashing, and increase service life.
- Precise Installation Procedures
- Refractory sealant application : A thin layer of high-temperature mastic is applied between the tip and the headbox. Clamps are tightened uniformly—avoiding over-torque to prevent ceramic board fracture before casting begins.
- Boron Nitride (BN) spray: : Applied to the nozzle lips, BN acts as a non-wetting agent, preventing aluminum from sticking to the ceramic and ensuring smooth release during casting.
- These steps reduce operator error, maintain consistent flow, and protect equipment integrity.
- Process and Flux Integration Support
- AdTech provides granular flux recommendations matched to tip design, maintaining melt cleanliness and reducing oxide adherence.
- On-site guidance ensures tips are aligned, properly installed, and operating at optimal flow rates.
- Proven Industrial Results
- Case studies demonstrate up to 70+ hours of continuous operation, 15–20% reduction in scrap, and significantly improved surface quality in high-magnesium and Al-Si alloy production lines.
- Long-Term Partnership
- Beyond supplying tips, AdTech offers ongoing technical support, maintenance guidance, and continuous improvement recommendations tailored to each foundry’s process.

Common Challenges and How Caster Tips Address Them
- Uneven Flow → Solution: high-performance tapered or multi-orifice tips
- Oxide Adhesion → Smooth, wear-resistant tips + compatible fluxes
- Excessive Wear → Scheduled replacements + durable materials
- Inconsistent Quality → Tip selection matching alloy and pour rate
- Hydrogen Porosity → Laminar flow design improves degassing
- Maintenance Downtime → Follow recommended inspection schedules
- Splashing and Dross → Tapered tips reduce surface turbulence
- Limited Equipment Life → Wear-resistant alloys
- Flux Integration Issues → Match tip design with flux usage
- Operator Safety → Laminar flow reduces splashing
To explore how different caster tip designs and compatible flux formulations can solve your melt flow challenges, contact us to find the right product for your production line.
How to Select the Right Caster Tip
Factors to consider:
- Alloy type (Al-Si, Al-Mg, Al-Cu)
- Pour rate and mold design
- Required flow laminarity
- Flux compatibility
Table 3: Caster Tip Selection by Alloy and Flow
| Alloy Type | Recommended Tip Type | Typical Flow Rate (kg/s) |
|---|---|---|
| Al-Si | Tapered | 0.9–1.1 |
| Al-Mg | Multi-orifice | 0.8–1.0 |
| Al-Cu | Standard round | 1.0–1.2 |
Source from industrial testing and European Aluminium Association guidelines.
Conclusion: Why Caster Tips Matter
High-performance caster tips, combined with granular flux and proper technical guidance, ensure:
- Consistent molten aluminum flow
- Reduced inclusions and surface defects
- Lower scrap and rework
- Optimized degassing and improved mechanical properties
FAQ
1. What is a caster tip and why is it important in aluminum casting?
A caster tip is the outlet component attached to a ladle or tundish that controls the flow of molten aluminum into molds or continuous casting systems. Properly designed tips reduce turbulence, minimize inclusions, and help achieve consistent surface quality.
2. How does caster tip design affect surface defects in aluminum strips?
Tip geometry, orifice size, and flow path influence laminar flow. Poorly designed tips create turbulence, trapping oxides and hydrogen, leading to drag marks, tearing, and porosity. Optimized designs like multi-chamber or tapered tips stabilize flow and reduce defects.
3. What types of alloys require specialized caster tips?
High-magnesium alloys, such as 5052 aluminum, are more abrasive and prone to oxide formation. Rigid, wear-resistant tips with proper baffle design are recommended to prevent erosion and maintain surface quality.
4. How often should caster tips be inspected or replaced?
Inspection should be done every shift for visual wear, with flow rate testing weekly. Standard replacement intervals are typically every 3–6 months, depending on alloy type and production volume. Following a maintenance schedule improves OEE and reduces scrap.
5. Can upgrading caster tips improve overall equipment effectiveness (OEE)?
Yes. Using high-performance tips, such as rigid N17-style tips with optimized baffles, can extend continuous casting time, reduce line stoppages, and minimize scrap, directly improving OEE.
6. How does tip material influence casting performance?
Material affects wear resistance, thermal stability, and flow uniformity. High-density, graphite-reinforced calcium silicate tips resist erosion in high-magnesium alloys, maintain laminar flow, and extend tip lifespan.
7. What role does granular flux play with caster tips?
Granular flux improves melt cleanliness, prevents oxide adhesion, and facilitates hydrogen removal. When paired with optimized caster tips, it enhances surface quality and reduces porosity in the casting.
8. What are the operational benefits of multi-chamber or tapered tips?
Multi-chamber or tapered tips stabilize flow, reduce turbulence at the exit lip, improve laminarity, and prevent surface defects. They are particularly effective for high-volume or high-magnesium alloy casting lines.
9. Are there cost savings associated with upgrading caster tips?
While high-performance tips have higher upfront costs, they reduce downtime and scrap. For example, one foundry reported $50,000 USD in savings over a quarter by switching to rigid N17-style tips with flux integration.
10. How do I select the right caster tip for my aluminum alloy and production line?
Selection depends on alloy type, pour rate, mold design, and flux compatibility. High-magnesium alloys benefit from rigid, multi-chamber tips, while Al-Si or Al-Cu alloys may perform well with tapered or multi-orifice designs. Consulting technical support ensures optimal tip selection.