Inclusions remain the single most persistent defect in aluminum casting. They degrade mechanical properties, create leak paths in pressure-tight components, and account for a significant share of scrap in foundries worldwide. Understanding where inclusions come from—and how to control them—is not optional for any operation aiming at consistent quality.
This article breaks down the types, root causes, detection methods, and proven countermeasures for inclusions in aluminum casting, drawing on metallurgical fundamentals and industrial practice.
What Are Inclusions in Aluminum Casting?
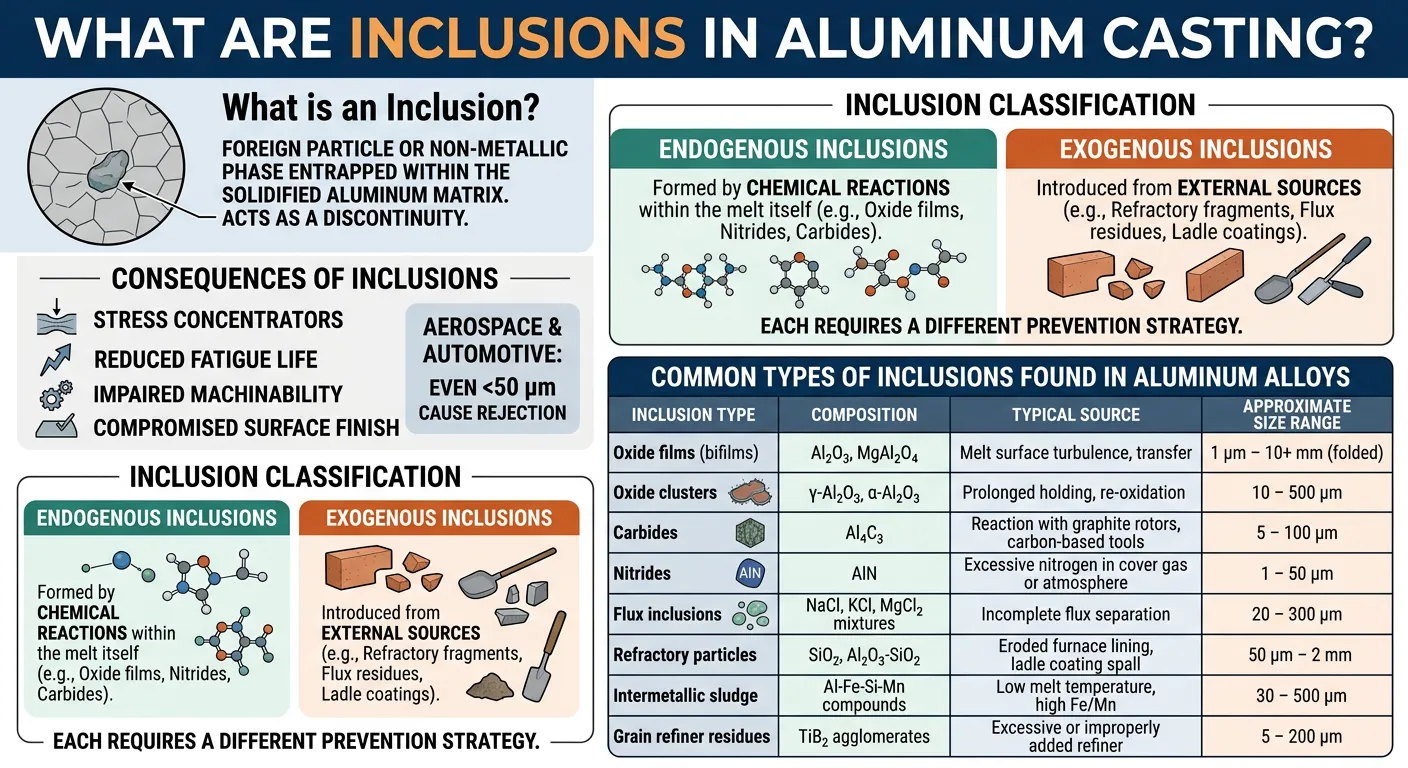
An inclusion is any foreign particle or non-metallic phase entrapped within the solidified aluminum matrix. These discontinuities act as stress concentrators, reduce fatigue life, impair machinability, and compromise surface finish. In aerospace and automotive castings, even inclusions below 50 µm can be cause for rejection.
Inclusions are broadly classified into two categories:
- Endogenous inclusions — formed by chemical reactions within the melt itself (e.g., oxide films, nitrides, carbides).
- Exogenous inclusions — introduced from external sources (e.g., refractory fragments, flux residues, ladle coatings).
The distinction matters because each type calls for a different prevention strategy.
Common Types of Inclusions Found in Aluminum Alloys
| Inclusion Type | Composition | Typical Source | Approximate Size Range |
|---|---|---|---|
| Oxide films (bifilms) | Al₂O₃, MgAl₂O₄ (spinel) | Melt surface turbulence, transfer operations | 1 µm – 10+ mm (folded) |
| Oxide clusters | γ-Al₂O₃, α-Al₂O₃ | Prolonged holding, re-oxidation | 10 – 500 µm |
| Carbides | Al₄C₃ | Reaction with graphite rotors, carbon-based tools | 5 – 100 µm |
| Nitrides | AlN | Excessive nitrogen in cover gas or atmosphere | 1 – 50 µm |
| Flux inclusions | NaCl, KCl, MgCl₂ mixtures | Incomplete flux separation after grain refining or degassing | 20 – 300 µm |
| Refractory particles | SiO₂, Al₂O₃-SiO₂ | Eroded furnace lining, ladle coating spall | 50 µm – 2 mm |
| Intermetallic sludge | Al-Fe-Si-Mn compounds | Low melt temperature, high Fe/Mn content | 30 – 500 µm |
| Grain refiner residues | TiB₂ agglomerates | Excessive or improperly added grain refiner | 5 – 200 µm |
Why Do Oxide Inclusions Form in Aluminum Melts?
Aluminum’s oxygen affinity is extraordinarily high. The Gibbs free energy for the reaction 4Al + 3O₂ → 2Al₂O₃ is approximately −1,582 kJ/mol at 700 °C. This means that any aluminum surface exposed to air—even briefly—instantly grows an oxide skin.
Under calm conditions, this oxide layer is actually protective. The problem begins when the melt surface is disrupted. Pouring, ladling, stirring, and degassing all break the oxide skin, folding it into the bulk liquid. These folded oxide films, often called bifilms (a term introduced by Prof. John Campbell), are particularly insidious. A bifilm is essentially a double oxide film with a thin gas layer trapped between its two halves. It acts as a crack-initiator already embedded in the casting before it even solidifies.
How Does Melt Turbulence Contribute to Inclusion Formation?
Every time molten aluminum falls freely, breaks into droplets, or experiences a sudden velocity change, the oxide skin ruptures and fresh surfaces oxidize. This is the dominant mechanism for oxide inclusion generation during casting. The critical Weber number—beyond which droplet breakup occurs and oxide entrainment spikes—is well established for aluminum at roughly > 1.
Practical implications:
- Drop heights during ladle transfers should be minimized to under 25 mm where feasible.
- Gating systems must avoid velocities above roughly 0.5 m/s at the ingate to prevent jetting.
- Turbulent degassing (if improperly managed) can entrain more oxides than it removes.
This is one reason many foundries have moved to well-designed inline melt treatment systems rather than relying solely on in-furnace processing. Technologies like ceramic foam filters placed in the runner system physically capture oxide films and particles before they enter the casting cavity.
What Role Does Hydrogen Play in Inclusion-Related Defects?
Hydrogen is the only gas with meaningful solubility in liquid aluminum. At 700 °C, solubility sits at approximately 0.69 mL/100g; at the solidification temperature, it drops to about 0.036 mL/100g. This dramatic solubility gap drives porosity—but the connection to inclusions is equally important and often overlooked.
Bifilms and oxide clusters serve as nucleation sites for hydrogen pores. A clean melt with low hydrogen may still show scattered porosity if the inclusion population is high, because even small amounts of dissolved gas will precipitate at oxide interfaces. Conversely, a melt with moderate hydrogen but very low inclusion content often produces sound castings.
This synergy is why modern melt quality management targets both hydrogen and inclusion levels simultaneously.
Hydrogen Solubility in Aluminum vs. Temperature
| Temperature (°C) | H₂ Solubility in Liquid Al (mL/100g) | H₂ Solubility in Solid Al (mL/100g) |
|---|---|---|
| 660 (solidus) | 0.65 | 0.036 |
| 700 | 0.69 | — |
| 750 | 0.77 | — |
| 800 | 0.92 | — |
| 850 | 1.10 | — |
Data adapted from Ransley & Neufeld (1948) and Opie & Grant (1950).
Effective degassing, typically via rotary inert gas injection, reduces hydrogen to acceptable levels (usually below 0.10 mL/100g for critical castings). The process simultaneously flotation-cleans a portion of suspended inclusions, provided rotor speed and gas flow rate are correctly optimized. Poorly designed degassing—excessive rotor speed, oversized bubbles, short treatment times—can actually worsen inclusion counts by increasing surface turbulence and refractory erosion.
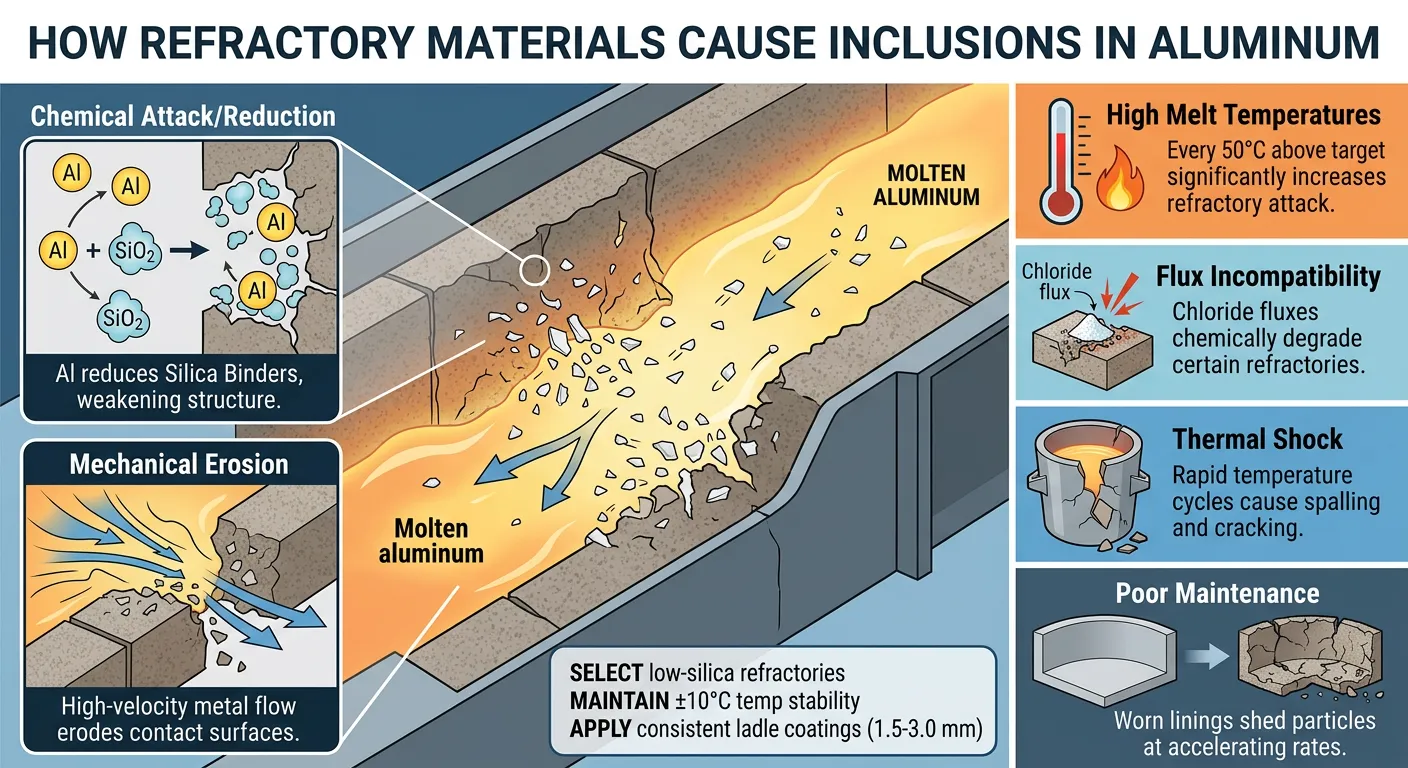
How Do Refractory Materials Cause Inclusions in Aluminum?
Furnace linings, ladle coatings, trough materials, and crucibles all interact with molten aluminum. The metal is an aggressive solvent. Over time, it penetrates refractory pores, reduces silica-containing binders, and mechanically erodes contact surfaces. The result: refractory particles entering the melt.
Key factors that accelerate refractory-sourced inclusions:
- High melt temperatures — Every 50 °C above the minimum working temperature noticeably increases refractory attack.
- Flux incompatibility — Chloride-based fluxes can chemically degrade certain refractory compositions.
- Thermal shock — Rapid heating/cooling cycles cause spalling of ladle coatings.
- Poor maintenance intervals — Worn linings shed particles at accelerating rates.
Selecting refractories with low silica content, maintaining melt temperatures within ±10 °C of the target, and applying ladle coatings with consistent thickness (typically 1.5–3.0 mm) significantly reduce this inclusion source.
Does Scrap Quality Affect Inclusion Levels?
Absolutely—and this is an area where many foundries lose control without realizing it.
Contaminated scrap introduces inclusions directly: paint, oil, moisture, iron inserts, sand residue, and oxidized surfaces all contribute. Studies published in Light Metals proceedings have shown that the inclusion content in melts charged with poorly sorted scrap can be 3 to 5 times higher than melts charged with clean primary ingot.
Impact of Charge Material on Melt Cleanliness
| Charge Material | Typical PoDFA Value* (mm²/kg) | Relative Risk |
|---|---|---|
| Primary ingot (P1020A) | 0.05 – 0.15 | Low |
| Clean, sorted process scrap | 0.10 – 0.30 | Low to Moderate |
| Mixed foundry returns | 0.30 – 1.00 | Moderate |
| Purchased secondary scrap (unsorted) | 0.80 – 3.00+ | High |
| Oily / painted scrap | 1.50 – 5.00+ | Very High |
*PoDFA = Porous Disc Filtration Analysis; lower values indicate cleaner metal.
The takeaway: charge material selection is the first line of defense. Sorting, pre-cleaning (degreasing, drying), and dedicated melt batching for critical parts are not luxuries—they are necessities for any shop chasing single-digit scrap rates.
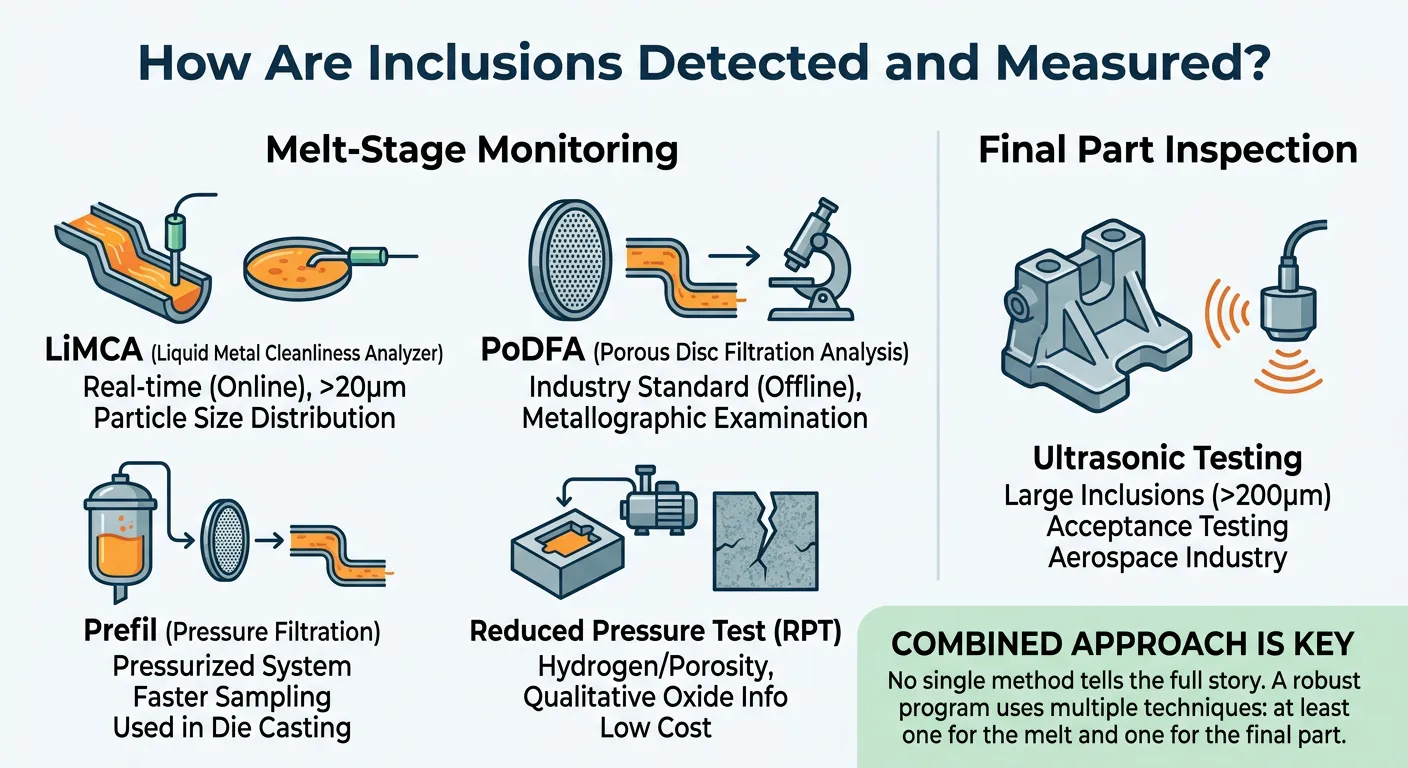
How Are Inclusions Detected and Measured?
You cannot manage what you do not measure. Several techniques exist for quantifying inclusion content, each with trade-offs in sensitivity, cost, and practicality.
PoDFA (Porous Disc Filtration Analysis): The melt is drawn through a fine filter disc, which is then cross-sectioned and examined metallographically. This remains the industry standard for offline inclusion quantification.
LiMCA (Liquid Metal Cleanliness Analyzer): An electrical sensing zone method that counts and sizes individual inclusions in real time as the melt flows past a sensing probe. It provides size distribution data down to approximately 20 µm.
Prefil (Pressure Filtration): Similar in principle to PoDFA but uses a pressurized system for faster sampling. Increasingly popular in die casting operations.
Reduced Pressure Test (RPT): Primarily a hydrogen/porosity test, but the fracture surface also gives qualitative information about oxide levels. Low cost, fast, widely used.
Ultrasonic testing of solidified castings: Detects larger inclusions (typically >200 µm) in finished parts. Often used for acceptance testing in aerospace.
No single method tells the full story. A robust quality program combines at least two approaches—one for melt-stage monitoring and one for final part inspection.
What Filtration Methods Remove Inclusions from Aluminum Castings?
Filtration is the most direct and effective mechanical intervention for reducing inclusions. The choice of filter type depends on alloy, pour rate, target cleanliness, and economics.
Ceramic Foam Filters (CFF) : Open-cell ceramic structures (typically alumina-based) with pore sizes ranging from 10 to 80 ppi (pores per inch). They operate through a combination of sieving, cake filtration, and depth filtration. A 30 ppi filter removes the majority of inclusions above ~80 µm; a 50 ppi filter pushes that threshold down toward 40 µm. These are widely used in foundry gating systems and in-line treatment units.
AdTech manufactures a range of alumina ceramic foam filters designed for both gravity and low-pressure casting applications. Their consistent pore geometry and thermal shock resistance make them suitable for demanding production environments.
Deep Bed Filters : Used primarily in primary aluminum and large-volume remelt operations. Alumina ball or tabular media beds (typically 200–400 mm depth) achieve exceptional cleanliness—PoDFA values below 0.05 mm²/kg are achievable—but the capital and operating costs are significantly higher.
Rigid Media Filters (Bonded Particle): Offer intermediate performance between CFF and deep bed systems. Often used in DC (direct chill) casting of extrusion billet and rolling slab.
For secondary alloy casting operations handling moderate to high inclusion loads, a two-stage approach—degassing followed by ceramic foam filtration—consistently delivers the best cost-performance balance.
How Do Gating System Design Errors Cause Inclusions?
Even if the melt is exceptionally clean leaving the furnace, a poorly designed gating system can re-contaminate it within seconds. The mechanisms:
- Jetting and free-fall at downsprues generate fresh oxide films.
- Sharp directional changes create recirculation zones that trap air and form oxides.
- Unpressurized systems allow air aspiration through gaps and partings.
- Oversized ingates cause high-velocity jets that erode mold walls and entrain sand.
Campbell’s “10 Rules of Casting” remain an excellent practical framework. The central principle: liquid aluminum should never fall, splash, jet, or fountain at any point from ladle to cavity. Bottom-filling, naturally pressurized systems with expanding runners and well-placed filters are the gold standard.
This also extends to the choice of pouring method. Automated low-pressure and tilt-pour machines inherently produce fewer inclusions than manual gravity pouring, simply because they eliminate free-fall.
What Is the Effect of Inclusions on Mechanical Properties?
The impact is substantial and well-documented.
| Property | Clean Metal (PoDFA < 0.15 mm²/kg) | Moderate Inclusions (PoDFA 0.5–1.0 mm²/kg) | High Inclusions (PoDFA > 2.0 mm²/kg) |
|---|---|---|---|
| UTS (A356-T6 typical) | 310–330 MPa | 270–300 MPa | 220–260 MPa |
| Elongation (%) | 8–12% | 4–7% | 1–3% |
| Fatigue life (10⁷ cycles, R = −1) | Baseline | −30 to −50% | −60 to −80% |
| Pressure tightness (reject rate) | < 2% | 5–15% | 20–40%+ |
Note: Values are representative and vary with specific alloy, heat treatment, and casting geometry.
Inclusions reduce tensile strength modestly—but their effect on elongation and fatigue life is devastating. A single oxide bifilm 2 mm in length can reduce local fatigue life by an order of magnitude. This is why aerospace specifications (e.g., AMS 2175) set strict inclusion limits, and why incoming melt quality monitoring is mandatory in those supply chains.
How to Prevent Inclusions in Aluminum Casting: Best Practices
Prevention is always more cost-effective than removal. A comprehensive inclusion control strategy addresses every stage from charge preparation through solidification:
Charge Material Control
- Segregate scrap by alloy and contamination level.
- Pre-dry all charge materials to below 0.1% moisture.
- Avoid oily, painted, or heavily oxidized scrap in critical melt batches.
Melting and Holding Practices
- Minimize melt superheat; target holding temperatures within the 700–730 °C range for most Al-Si alloys.
- Use protective cover fluxes or inert gas blankets to reduce surface oxidation.
- Limit holding time—oxide and hydrogen pickup increase roughly linearly with holding duration.
Degassing Optimization
- Rotary degassing with argon or nitrogen (typical flow rate: 5–15 L/min, rotor speed: 350–500 rpm for most units).
- Treatment time: minimum 8–12 minutes for a standard 500 kg ladle.
- Monitor rotor condition—worn rotors produce coarse bubbles that are far less effective.
Melt Filtration
- Install ceramic foam filters in the gating system for every pour.
- Match filter pore size to application: 20–30 ppi for general foundry work, 40–50 ppi for critical aerospace and automotive components.
- Prime filters correctly—cold or improperly seated filters cause misruns or bypass.
Gating and Pouring Discipline
- Design gating to eliminate free-fall and jetting.
- Use stopper rods or bottom-pour ladles to prevent slag carry-over.
- Maintain consistent pour rates; erratic pouring entrains air and oxide.
Transfer System Maintenance
- Inspect and replace ladle coatings on schedule.
- Preheat launders and troughs to minimize thermal shock.
- Use non-reactive materials in all melt-contact surfaces.
Conclusion
Inclusions in aluminum casting originate from a combination of thermodynamic inevitability (oxidation), process-induced entrainment (turbulence), and contamination from external sources (refractories, scrap, fluxes). No single intervention eliminates all inclusion types. Effective control requires a systems approach: clean charge materials, controlled melting and holding, optimized degassing, proper filtration, and disciplined gating design.
The payoff for getting this right is substantial—lower scrap rates, fewer customer returns, improved mechanical properties, and the ability to compete for higher-specification work. Investing in melt quality is not an overhead cost; it is a competitive advantage.
Inclusions remain the single most persistent defect in aluminum casting. They degrade mechanical properties, create leak paths in pressure-tight components, and account for a significant share of scrap in foundries worldwide. Understanding where inclusions come from—and how to control them—is not optional for any operation aiming at consistent quality.
This article breaks down the types, root causes, detection methods, and proven countermeasures for inclusions in aluminum casting, drawing on metallurgical fundamentals and industrial practice.
FAQ
1. What causes inclusions in aluminum casting?
Inclusions usually come from oxide films, slag, flux residue, refractory particles, or contaminated scrap entering the molten aluminum during melting, transfer, or pouring.
2. What is the most common inclusion in aluminum castings?
Oxide inclusions are the most common. Aluminum oxidizes very quickly, so any turbulence can fold oxide films into the melt.
3. Why are inclusions a problem in aluminum cast parts?
Inclusions reduce strength, lower fatigue life, cause leaks, and create surface or machining defects. In critical parts, even small inclusions can lead to rejection.
4. How does turbulence create inclusions in molten aluminum?
Turbulence breaks the oxide skin on the melt surface and drags it into the liquid metal. This is a major source of bifilm defects.
5. Can hydrogen cause inclusions in aluminum casting?
Hydrogen does not create solid inclusions by itself, but it makes defects worse by forming porosity around oxide films and other particles already in the melt.
6. Does dirty scrap increase inclusion defects?
Yes. Oily, painted, rusty, or mixed scrap can introduce oxides, ash, dirt, and other contaminants that increase inclusion levels.
7. How can inclusions be removed from molten aluminum?
The most common methods are rotary degassing, flux treatment, and ceramic foam filtration. Filtration is especially effective for trapping non-metallic particles before casting.
8. Are ceramic foam filters effective for aluminum casting?
Yes. Ceramic foam filters help remove oxide films, slag, and other suspended particles, improving melt cleanliness and casting quality.
9. How do foundries test for inclusions in aluminum melts?
Common methods include PoDFA, LiMCA, Prefil, and reduced pressure testing. These tests help measure melt cleanliness before pouring.
10. How can inclusion defects be prevented in aluminum casting?
Use clean charge materials, control melt temperature, reduce turbulence, maintain refractory linings, degas properly, and install filters in the gating system.