Pneumatic and air slip casting can produce high-quality ingots, representing contemporary advanced ingot forming methods. However, this casting method is more sensitive to changes in air pressure, and the air pressure must be accurately controlled, and it has higher requirements for the quality of the casting gas. The lower the water content, the better. The porous graphite ring used is fast consumed and expensive. In addition, the casting technology is demanding and difficult to master.
Pneumatic hot top casting is to pass a certain pressure of gas between the hot top cap and the crystallizer, and its pressure is just in balance with the static pressure of the melt there, forming an air gap between the melt and the mold wall. The melt relies on this air gap to slide down and solidify to form, thereby significantly reducing the contact heat conduction of the mold (1 cooling), making the surface of the ingot smooth, the chilled layer shallow, and the internal crystalline structure is also improved.
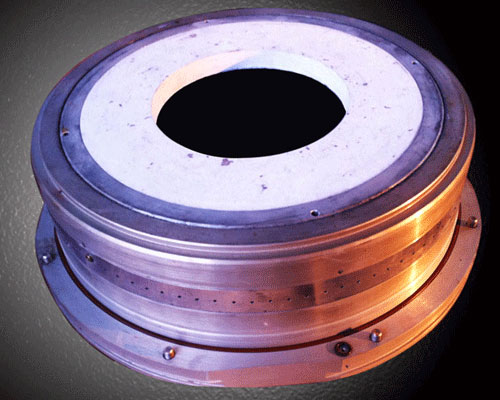
The difference between the air-slip hot top and the air-pressure hot top is that a microporous graphite ring is embedded in the mold, and oil and gas penetrate through the gap of the graphite ring to form an air gap to support the melt to slide down and solidify and form, which can produce high-quality casting ingot.
Advantages of Air-slip Casting
- The surface quality of the ingot is excellent. As the primary cooling is weakened and the secondary cooling is strengthened, the liquid cavity becomes flatter, which basically eliminates the conditions for surface segregation tumors. Because there is still a hot cap on the top of the ingot, the possibility of layer formation is greatly reduced when the casting speed is increased. Due to the oil/gas lubrication layer between the ingot shell and the mold wall, the tendency to form surface cracks and scratches is also greatly reduced. Therefore, the surface quality of air-slip casting ingots is better than that of hot top casting.
- The ingot cracking tendency is reduced. The flatter liquid cavity shape makes the thermal stress distribution more uniform, and the tendency of ingot cracking is reduced. A higher casting speed can be used, which improves production efficiency.
- The grains are more fine and uniform. Greater cooling strength and higher casting speed both increase the average crystallization speed of the ingot. Therefore, the crystal structure of the ingot is finer and more uniform, which improves the overall performance of the entire ingot.
- The labor intensity is small.