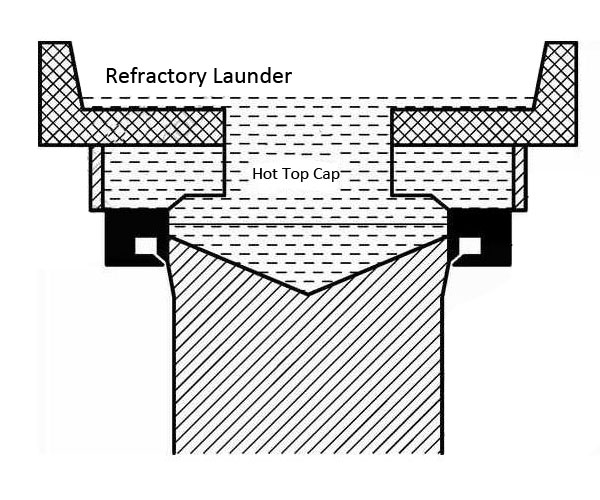
Ordinary hot top casting technology is to place a bottomless light-weight insulation material storage tank connected with the launder at the upper end of the mold. The inner diameter of the storage tank is smaller than the diameter of the mold cavity, and the distance between its protrusion and the inner wall of the mold is 0-3.2m. The melt in the storage tank is stable above the liquidus temperature and the melt does not crystallize. This is the so-called “Hot Top”. There is a high-purity graphite sleeve at the lower part, which plays the role of shaping and sizing the ingot, and also has a certain lubricating effect. During casting, the melt level in the storage tank is at the same level as the melt in the casting launder.
The characteristics of ordinary hot top casting are that the height of the effective crystallization zone in the mold is reduced, the secondary direct water cooling effect is strengthened, the undesirable effect of the air gap generated by the traditional method is eliminated, and the surface quality of the ingot is significantly improved. The primary and secondary cooling are closely connected to increase the cooling rate, and the casting speed is 10%-20% higher than the traditional method. The traditional tools such as flow plate, flow tube, and float funnel are eliminated, there is no metal flow drop, slag inclusion, pores and other defects are reduced, and the internal quality of the ingot is improved. The upper part of the mold has good heat preservation performance, allows lower casting temperature, the crystal structure of the ingot is fine and uniform, the segregation is small, the performance of the ingot is improved, the operation is simple, and the production efficiency is high.
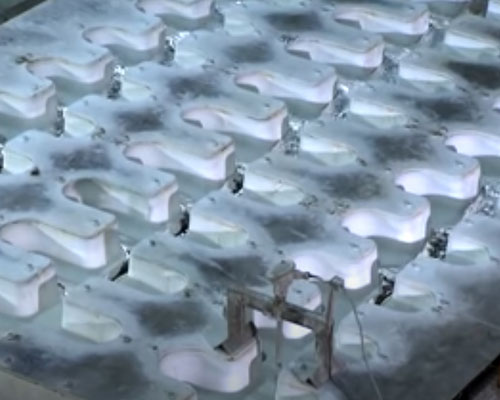
Same level multi-mold hot-top casting is developed on the basis of ordinary hot top casting technology, which is connected by a unified flow supply and distribution plate and some hot-top molds. The entire melt transfer process is all on the same level, forming a large liquid level, without any drop, and is carried out in a heat preservation and airtight state. The same level of hot top casting can cast 16 to 120 ingots at one time, which are mostly used in the production of aluminum alloy rod villages.
The same level multi-mold hot top casting technology has been widely used in the world. The crystallizer body is made of aluminum alloy with high-purity graphite ring embedded. The lubricating oil system inputs casting oil under a certain pressure to the back of the graphite ring, and the oil automatically penetrates into the inner surface of the graphite ring to realize automatic lubrication. The thermal insulation cap has the advantages of good thermal insulation performance, small thermal expansion coefficient, strong crack resistance, low density, non-stick aluminum, and high processing accuracy. The cooling water enters the crystallizer through the water diversion ring to form uniform circular water curtain cooling water holes. The production process well guarantees the internal and external quality of the ingot.