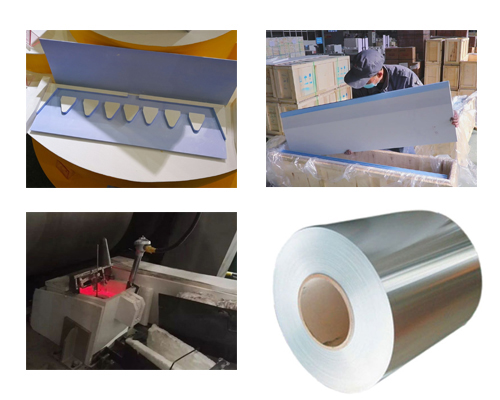
In the production process of aluminum and aluminum alloy cast-rolled plates, the life of the casting tip nozzle directly affects the output and quality of the cast-rolled plates. The life of the casting tip and nozzle (feed nozzle) has a great impact on the production of cast-rolled plates. It is necessary to conduct systematic analysis and research on it to find out effective measures to improve the life of the feed nozzle.
The main factors affecting the life of the cast-rolled plate feed nozzle are as follows:
① Stability of liquid aluminum supply.
② The material quality and assembly quality of the feed nozzle.
③ Melt quality.
④ Length of casting and rolling zone.
⑤ The temperature of the front box.
⑥ Cast-rolling speed.
⑦ Cooling water temperature and pressure.
⑧ Cleaning the roll surface.
⑨ Equipment operation and production specifications are changed.
Although there are many factors that affect the life of the casting tip nozzle, they can be summarized into two categories in production practice, namely, the internal and assembly quality of the feed nozzle, and the selection and control of process parameters.
The material of the feed nozzle should have high processing performance, wettability of molten aluminum, flexibility, and conductivity at high temperatures, etc. The feed nozzle adopts a more reasonable structure, and the key is how to ensure the quality of the assembly.
If the melt contains too much gas and slag, it will affect the good operation of the casting and rolling production, and in severe cases, it will cause the feed nozzle to break. Refining is used in the static furnace to refine the aluminum melt according to the amount used. At the same time, it is continuously used in the launder for refining outside the furnace to remove hydrogen. Ensure that the hydrogen content in the melt entering the front box is below 0.15ml/100g Al. After refining the furnace with refining agents, let it stand still for the slag removal and sprinkle a layer of covering agent.
The headbox temperature is controlled, the casting and rolling temperature is continuously monitored and controlled, and the control chart is used to dynamically analyze the temperature changes, and the problems are found to be solved in time.