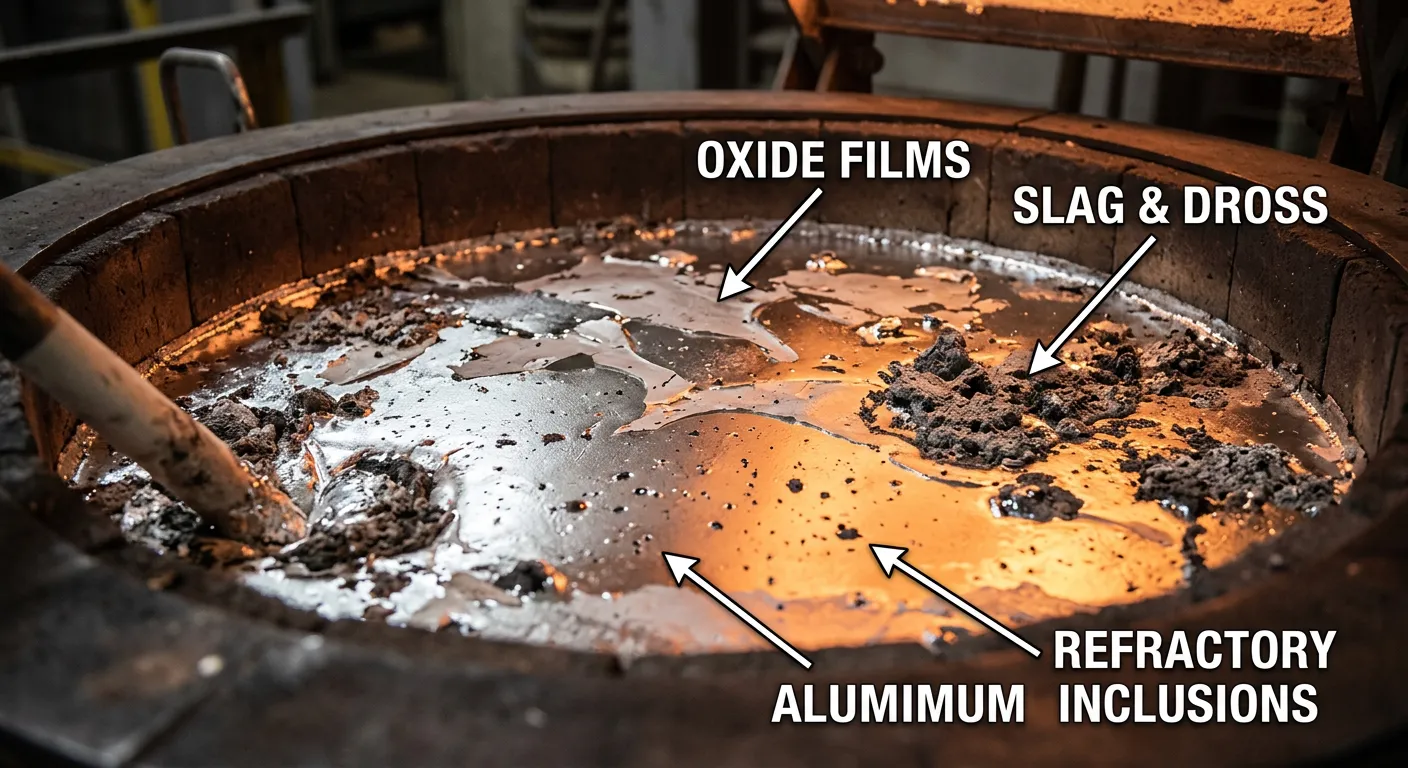
Producing high-quality aluminum castings goes beyond alloy composition or mold precision. The purity and stability of the molten metal determine the final product’s strength, surface finish, and reliability. Even in state-of-the-art furnaces using premium alloys, microscopic oxides, slag, and refractory inclusions can persist, causing porosity, inclusions, and surface imperfections that compromise casting performance.
For instance, a mid-sized foundry producing structural aluminum components noted a 12% rejection rate due to micro-porosity and surface irregularities. By implementing a systematic flux-assisted melt treatment program, the rejection rate dropped below 4%, demonstrating the critical impact of controlled flux application.
Casting flux is a chemical additive designed to purify molten aluminum. Its role goes beyond simple impurity removal: it stabilizes the melt, facilitates hydrogen escape, protects against oxidation, and optimizes flow behavior. Proper application of flux can significantly reduce scrap, improve yield, and enhance operational efficiency.
Understanding the Industrial Role of Casting Flux
Casting flux addresses three core challenges in aluminum melt management:
- Invisible Contaminants – Oxide films and micro-inclusions are difficult to remove by filtration alone. Flux chemically binds with these particles, creating a layer that can be efficiently skimmed.
- Hydrogen Management – Dissolved hydrogen can form internal porosity, reducing mechanical integrity. Casting flux promotes micro-bubble nucleation, enabling hydrogen to escape more effectively, especially in conjunction with rotary or porous plug degassing units.
- Flow and Surface Stability – Flux modifies surface tension, enhancing fluidity for complex molds, ensuring uniform solidification, and reducing turbulence.
A survey across five industrial aluminum foundries revealed that flux-assisted operations reduced surface defects by 30–55% and improved tensile strength in recycled alloy castings by up to 18%.
Real-World Application: From Holding Furnace to Pouring
Successful casting flux application requires careful process integration:
Holding Stage
- Add flux once the melt reaches the optimal holding temperature.
- Use gentle mechanical or manual stirring to ensure uniform contact with all oxides and inclusions.
- Continuous skimming is critical to prevent reintroduction of impurities.
A foundry processing 15 tons of recycled 5xx aluminum observed a 50% reduction in micro-inclusions and a smooth, defect-free surface after implementing flux-assisted holding practices.
Degassing Stage
- Flux enhances bubble nucleation when used with inert gas injection in rotary or porous plug degassing systems.
- Hydrogen content can drop from 0.28 ppm to 0.09 ppm in typical industrial trials, directly improving tensile strength and elongation.
- Proper coordination of flux addition timing and degassing reduces turbulence, preventing oxide entrainment.
Pre-Pour Stage
- Prior to pouring, residual slag is consolidated using flux and skimmed carefully.
- This final flux treatment reduces rework, improves yield, and ensures clean metal reaches the mold.
A thin-wall casting operation reported a 30% reduction in post-machining corrections after adopting flux-assisted pre-pour routines.
Alloy-Specific Considerations
Flux effectiveness varies depending on aluminum alloy series:
- 3xx Series: Highly susceptible to surface oxides; flux must be added in small, controlled doses with gentle agitation.
- 5xx Series: Often used for structural components; requires flux-assisted degassing to maintain low hydrogen levels and minimize inclusions.
- 7xx Series: High-strength alloys; precise temperature control and flux addition timing are critical to avoid excessive slag formation.
By tailoring flux application to alloy characteristics, foundries achieve better mechanical properties, improved surface finish, and lower defect rates.
Flux and Degassing: Maximizing Synergy
Flux works best when integrated with degassing and filtration systems:
| Degassing Method | Flux Compatibility | Industrial Notes |
|---|---|---|
| Rotary Degassing | Excellent | Even flux distribution enhances bubble formation and hydrogen removal |
| Porous Plug Degassing | Good | Flux addition should be monitored to avoid surface turbulence |
| Vacuum Degassing | Moderate | Timing is critical to prevent flux decomposition |
Operational Best Practices
- Add at the Correct Temperature – Premature or delayed flux addition reduces effectiveness.
- Use Accurate Dosing – Typically 0.5–1% of melt weight, adjusted for alloy and contamination.
- Ensure Uniform Mixing – Gentle stirring prevents untreated pockets.
- Skim Regularly – Remove fluxed oxides before pouring.
- Monitor Cleanliness – Use hydrogen meters, filter tests, and visual inspection to verify results.
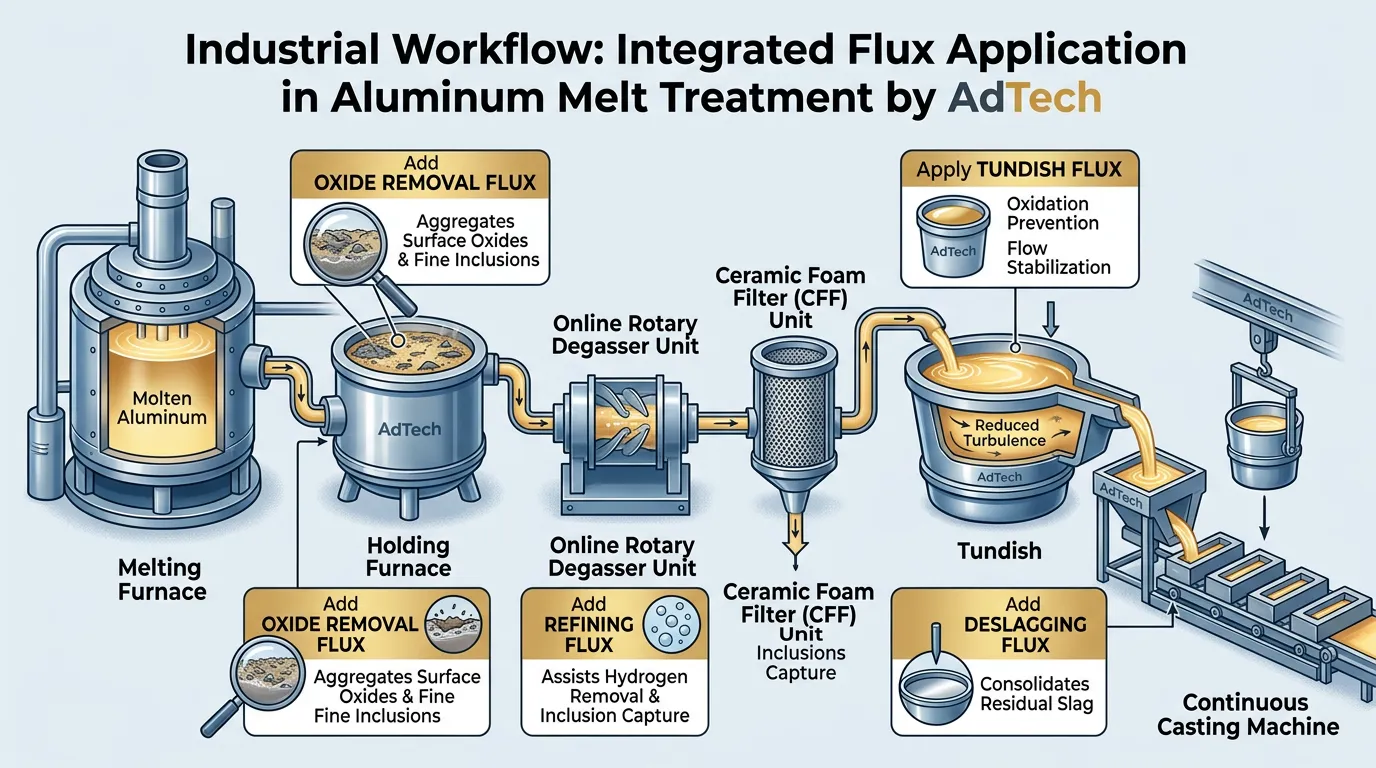
Specialized Casting Flux Types from AdTech
AdTech provides four specialized fluxes, each designed for a specific stage of aluminum casting:
- Oxide Removal Flux – Targets surface oxide films during holding.
- Tundish Flux – Protects molten metal during ladle transfer, reducing re-oxidation.
- Refining Flux – Enhances hydrogen removal and micro-inclusion control during degassing.
- Deslagging Flux – Consolidates residual slag prior to pouring for easier skimming and reduced scrap.
Performance and Measurable Benefits
Industrial trials demonstrate significant improvements with casting flux:
| Metric | Without Flux | With Flux | Improvement |
|---|---|---|---|
| Hydrogen Content (ppm) | 0.25 | 0.08 | -68% |
| Micro-Inclusions (/kg) | 1000 | 400 | -60% |
| Surface Defects | 8% | 3% | -62% |
| Machining Rework | 15% | 5% | -66% |
Foundries using flux-assisted workflows reported higher yield, lower scrap, and more consistent mechanical properties, particularly in high-recycled-content alloys and thin-walled components.
Environmental and Safety Considerations
Proper handling and management of casting flux are essential not only for operator safety but also for environmental compliance and long-term foundry efficiency. Flux powders are fine particulate chemicals that can irritate skin, eyes, and respiratory systems. Operators should adhere to strict personal protective equipment (PPE) protocols, including:
- Respiratory Protection: Use N95 or higher-rated masks when handling dry flux to prevent inhalation of fine particles.
- Skin Protection: Wear chemical-resistant gloves, long sleeves, and protective aprons to avoid skin contact.
- Eye Protection: Safety goggles or face shields are required during flux addition or slag skimming operations.
Storage Guidelines
Proper storage is critical to maintain flux activity and ensure consistent performance:
- Keep flux in dry, temperature-controlled environments to prevent moisture absorption, which can degrade chemical effectiveness.
- Store in airtight containers or sealed bags, away from direct sunlight and excessive heat.
- Maintain clear batch labeling and tracking to monitor shelf life, production dates, and compatibility with specific alloy series.
- Implement first-in, first-out (FIFO) inventory management to ensure older flux is used before newer batches.
Waste Handling and Environmental Compliance
Spent flux, slag, and skimmed residues are considered industrial waste and must be managed according to local regulations:
- Collection: Use dedicated bins or containers for spent flux and slag to prevent contamination of the production area.
- Disposal: Follow local environmental guidelines for hazardous or non-hazardous waste. Some flux types may require specific landfill or recycling procedures due to chemical composition.
- Recycling: In some operations, flux residues can be partially reused or treated to recover aluminum, reducing waste volume and disposal costs.
- Documentation: Maintain proper records of waste disposal, including volume, type, and disposal method, to ensure compliance with environmental audits and certifications.
Operational Safety Measures
Integrating environmental and safety practices into daily operations ensures both worker safety and foundry efficiency:
- Training: Regularly train operators on flux handling, PPE usage, emergency procedures, and spill response.
- Monitoring: Implement air quality monitoring in flux handling areas to detect dust and particulate levels.
- Emergency Preparedness: Maintain eyewash stations, fire extinguishers, and first-aid kits near flux storage and addition zones.
- Process Design: Whenever possible, automate flux addition to minimize direct operator contact and reduce dust exposure.
By following these environmental and safety protocols, foundries can protect workers, preserve flux effectiveness, minimize environmental impact, and maintain consistent casting quality. Proper flux management is not just a regulatory requirement; it is a critical component of sustainable and reliable aluminum casting operations.
FAQ
1. What is casting flux and why is it used?
Casting flux is a chemical additive designed to remove oxides, non-metallic inclusions, and dissolved hydrogen from molten aluminum. It also creates a protective barrier on the metal surface, preventing further oxidation during handling and transfer. In industrial operations, using casting flux can reduce porosity, improve surface finish, and stabilize mechanical properties such as tensile strength and elongation.
2. Can a single flux type work for all aluminum alloys?
No. Different alloys and production stages require specialized fluxes. For example, 3xx series alloys are sensitive to surface oxides, 5xx alloys benefit from flux-assisted degassing, and 7xx high-strength alloys need precise temperature-controlled flux application. Using a flux inappropriate for the alloy may leave residual oxides, increase slag formation, or compromise hydrogen removal efficiency.
3. How much flux should be added to the melt?
Typical dosing ranges from 0.5% to 1% of the melt weight, adjusted based on alloy type, contamination level, and whether the melt contains recycled scrap. Overdosing can create excess slag and increase cleaning workload, while underdosing may leave untreated inclusions or hydrogen, reducing casting quality.
4. Does flux affect mechanical properties of castings?
Yes. Properly applied flux can enhance tensile strength, ductility, hardness, and surface smoothness. For instance, industrial trials with recycled 5xx aluminum showed a tensile strength improvement of ~16% and elongation increase of ~43% after optimized flux and degassing treatment.
5. Is casting flux compatible with different degassing methods?
Absolutely. Flux works synergistically with rotary, porous plug, and vacuum degassing units. Rotary degassing typically shows the highest hydrogen removal efficiency when flux is evenly distributed. Porous plug degassing requires careful monitoring of flux addition to avoid surface turbulence, and vacuum degassing demands precise timing to prevent premature flux decomposition.
6. When should flux be added during the melting process?
Flux should be added near the target pouring temperature, usually during the holding phase or immediately before degassing. Premature addition can lead to flux decomposition, while late addition may leave impurities untreated. For specific alloys and recycled melts, staged flux addition can optimize impurity removal and hydrogen reduction.
7. How should flux be stored and handled safely?
Flux powders must be kept dry and in temperature-controlled conditions to preserve reactivity. Operators should use personal protective equipment (PPE) such as gloves, masks, and eye protection, as flux can irritate skin and respiratory systems. Batch tracking is recommended for quality assurance and traceability.
8. Can flux be reused after exposure to the melt?
Generally, no. Once flux is contaminated by oxide or metal residues, its effectiveness declines significantly. Using contaminated flux may reduce impurity removal efficiency, compromise hydrogen reduction, and increase the risk of slag formation.
9. Are there environmental concerns related to flux use?
Yes. Spent flux and skimmings must be collected and disposed of according to local environmental regulations. Some flux formulations may require specific handling due to chemical composition, so operators should follow safety and disposal protocols to minimize environmental impact.
10. How can flux performance be verified?
Performance can be assessed using a combination of methods:
- Hydrogen measurement: Using a hydrogen meter to check ppm levels before and after flux application.
- Inclusion analysis: Filtering molten metal and examining particle content.
- Visual inspection: Checking surface cleanliness, slag formation, and casting defects.
Regular monitoring allows operators to adjust flux type, dosage, and timing for consistent melt quality.
Related posts:
 Refining of Molten Aluminum
Refining of Molten Aluminum
 Aluminium Casting Flux
Aluminium Casting Flux
 Drossing Flux: A Practical Guide to Reducing Aluminum Loss and Controlling Melt Behavior
Drossing Flux: A Practical Guide to Reducing Aluminum Loss and Controlling Melt Behavior
 Molten Aluminum Refining Flux
Molten Aluminum Refining Flux
 Flux for Alkali Metal Removal
Flux for Alkali Metal Removal
 Fluxes for Aluminum Melting
Fluxes for Aluminum Melting
 Aluminum Melting Flux
Aluminum Melting Flux
 Flux Refining
Flux Refining
 Flux Degassing
Flux Degassing
 Granular Fluxes: High-Performance Solutions for Aluminum Casting
Granular Fluxes: High-Performance Solutions for Aluminum Casting
 Fluxes for Molten Aluminum
Fluxes for Molten Aluminum
 AdTech Granular Flux
AdTech Granular Flux