
Drossing Flux: A Practical Guide to Reducing Aluminum Loss and Controlling Melt Behavior
In many aluminum casting operations, dross is treated as a routine outcome of melting. Operators skim it off, record the weight, and move on. But what often gets ignored is this:
👉 Dross is not just waste—it is a measurable loss of usable metal.
From a process perspective, the goal is not to eliminate dross entirely (which is impossible), but to minimize the amount of aluminum trapped inside it. This is where drossing flux becomes critical—not as an additive, but as a process control tool.
If you are specifically working with aluminum alloys, this detailed guide on drossing flux for aluminum explains application methods and real production results.
Why Does Aluminum Dross Contain Valuable Metal?
At a microscopic level, dross is not just oxide. It is a mixture of:
- Aluminum oxide films
- Entrapped molten aluminum droplets
- Impurities from scrap or furnace lining
The key problem lies in oxide film structure. These films behave like a network that traps metal inside. Once formed, they do not easily release aluminum back into the melt.
According to industry studies, aluminum dross can contain a significant portion of metallic aluminum depending on process conditions.

Practical observation:
When you break fresh dross and see metallic shine, it is a clear sign of inefficient separation, not just oxidation.
Why Do Traditional Methods Fail to Reduce Dross Loss?
Many operators rely on intuitive adjustments, but these often backfire.
Increasing temperature
While higher temperature improves fluidity, it also accelerates oxidation. The net effect is often more dross formation, not less.
Aggressive stirring
Stirring introduces air into the melt, breaks oxide layers, and creates more sites for dross formation.
Frequent skimming
Removing dross too early prevents proper separation, meaning aluminum is removed before it can return to the melt.
👉 Tips:
Most “fixes” increase activity in the melt, but do not improve separation efficiency.
How Does Drossing Flux Actually Improve Separation?
Drossing flux works by changing the physical interaction between oxide and metal.

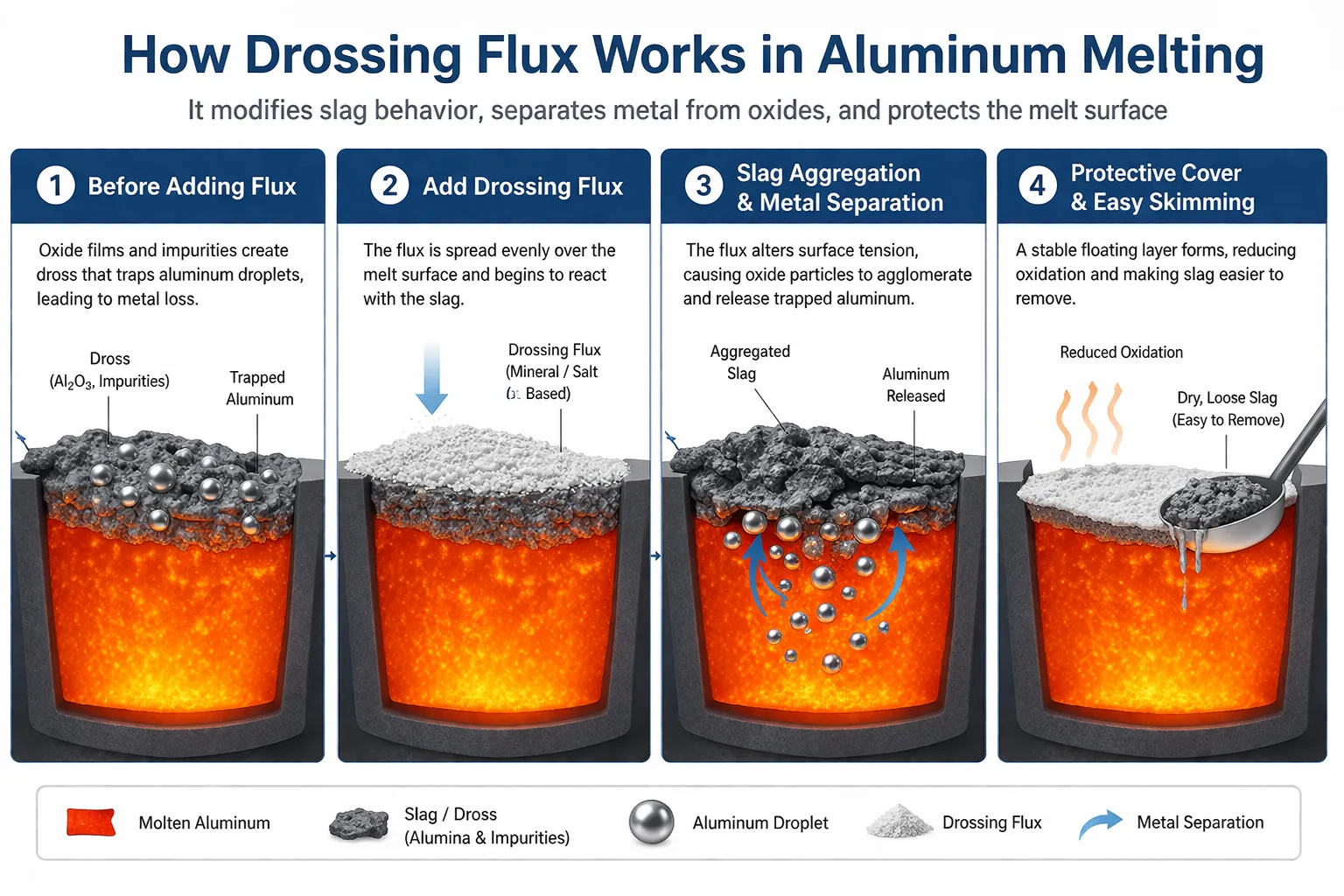
Instead of simply reacting chemically, modern flux systems—especially mineral or silicate-based ones—work through:
Surface tension modification
Flux reduces the bonding force between aluminum droplets and oxide films.
Thermal buffering
Maintains a stable surface temperature, reducing rapid oxidation.
Slag restructuring
Transforms sticky, dense dross into a loose, granular structure.
What this means in practice:
A good flux does not “remove slag faster”—it allows aluminum to escape before slag is removed.
In practice, using a dedicated aluminum drossing flux can significantly improve separation efficiency compared to general-purpose fluxes.
What Does Efficient Dross Look Like After Treatment?
Experienced operators rarely rely on theoretical metrics—they judge performance visually and physically.
| Dross Type | Characteristics | Process Insight |
|---|---|---|
| Wet / metallic | Heavy, sticky, shiny | High aluminum loss |
| Dry / powdery | Light, loose, grey | Good separation |
| Burnt / dark | Dense, black | Excess oxidation |
Field insight:
If dross feels heavy when lifting, it likely contains significant aluminum. Proper fluxing should produce material that feels noticeably lighter.
👉Tips:
Always compare dross before and after process changes—this is one of the most reliable indicators of improvement.
How Should Drossing Flux Be Applied for Consistent Results?
Application technique is often underestimated.
Even high-quality flux performs poorly if applied incorrectly.

Recommended approach:
- Ensure the melt surface is relatively calm
- Distribute flux evenly across the entire surface
- Avoid dumping in a single location
- Allow sufficient reaction time (typically 1–3 minutes)
- Skim only after slag becomes visibly dry
What experienced operators avoid:
- Cold tools that reduce local temperature
- Over-mixing that disturbs the melt surface
- Immediate skimming after flux addition
Real-world case:
In a die-casting plant in Turkey, the customer was experiencing consistently high dross generation during aluminum melting, especially when processing mixed scrap. The original practice was to add flux by “spot dumping” near the furnace edge, followed by aggressive manual stirring.
As a result, the dross was heavy, sticky, and visibly contained metallic aluminum. The average dross loss was measured at around 4.2–4.8% of total melt weight, which was significantly above the expected range.
After switching to AdTech’s drossing flux (deslagging flux) , our technical team provided on-site guidance and recommended several process adjustments:
- Changing from spot dumping to uniform surface spreading
- Reducing unnecessary stirring to avoid oxide formation
- Controlling application timing after melt stabilization
Within two weeks of implementation, the results were clearly observable:
- Dross became dry and granular, with minimal metallic shine
- Dross generation dropped to approximately 2.8–3.2%
- Metal recovery improved by an estimated 12–15%
- Slag removal time was reduced, improving operator efficiency
The customer reported more stable furnace operation and reduced variability between batches. Most importantly, the improvement was achieved without increasing flux consumption, but by optimizing how the material was applied.
👉 Tips:
Uniform coverage, combined with correct timing, has a greater impact on performance than simply increasing flux dosage.
How Much Drossing Flux Should Be Used in Different Conditions?
Instead of fixed numbers, dosage should follow melt conditions.
Typical Dosage Reference
| Melt Condition | Flux Usage (kg/ton) |
|---|---|
| Clean primary aluminum | 1 – 2 |
| Mixed scrap input | 2 – 4 |
| High contamination | 3 – 5 |
These ranges reflect common foundry practices rather than laboratory conditions.
Important observation:
If increasing dosage does not improve results, the issue is usually:
- Poor distribution
- Incorrect timing
- Incompatible flux type
Not insufficient quantity.
How Does Drossing Flux Affect Overall Melt Stability?
Beyond slag removal, flux contributes to melt stability, which directly affects casting quality.
When a flux layer covers molten aluminum:
- It reduces oxygen contact
- Limits turbulence at the surface
- Maintains more uniform temperature conditions
Resulting benefits:
- Fewer oxide inclusions entering molds
- More consistent flow during casting
- Reduced defect rates
In many cases, improvements attributed to filtration actually originate from better upstream melt control.
When Should Drossing Flux Be Combined with Other Treatments?
Drossing flux is primarily a surface treatment solution.
However, modern casting processes often require multiple steps.
Use drossing flux when:
- Surface slag is excessive
- Metal recovery is low
- Oxidation is visible
Combine with other treatments when:
- Internal inclusions persist → refining flux
- Gas content is high → degassing
- Filtration is required → ceramic filters
👉Tips:
Drossing flux improves surface efficiency, but full melt quality requires a system approach.
What Results Can Be Expected from Optimized Flux Use?
Based on plant-level feedback:
- Metal recovery improvement: 10–20%
- Dross becomes easier to remove
- Reduced rework due to defects
- More stable melting operations
At the same time, global aluminum production is increasing, which raises the importance of efficient dross management.
Conclusion
In many aluminum casting operations, drossing flux is still treated as a consumable—something to be added and forgotten. But in practice, it should be viewed as a process control variable.
The difference between average and optimized operations is rarely about using more materials or more energy. It is about understanding how the melt behaves and making small, consistent adjustments.
A well-selected and properly applied drossing flux does more than reduce visible slag. It helps control oxidation, stabilize the melt surface, and recover metal that would otherwise be lost. Over time, these improvements accumulate—not only as cost savings, but as more predictable production outcomes.
In real foundry environments, the operators who achieve the best results are not the ones using the most flux, but the ones who:
- Observe changes in dross texture and weight
- Adjust application timing based on melt condition
- Maintain consistency in process steps
Dross will always exist. But excessive metal loss in dross is not a fixed cost—it is a controllable factor.
👉 In that sense, drossing flux is not just a material. It is part of a smarter melting strategy.
FAQ
1. What is drossing flux and how is it different from general flux?
Drossing flux is specifically designed for surface slag removal and metal recovery. Unlike general-purpose fluxes, it focuses on separating aluminum from oxide layers rather than refining internal melt quality.
2. How does drossing flux improve aluminum recovery in real production?
It works by reducing the adhesion between aluminum droplets and oxide films, allowing trapped metal to flow back into the melt before slag is removed. The result is lighter dross with lower metal content.
3. What are the signs that drossing flux is not working properly?
Common indicators include heavy, sticky dross, visible metallic shine in slag, and no noticeable reduction in dross weight after application. These usually point to poor application or incorrect flux selection.
4. Is higher dosage always better for dross removal?
No. Increasing dosage beyond the optimal range often does not improve performance and may increase cost. In most cases, uneven distribution or incorrect timing is the real issue.
5. What is the best temperature range for using drossing flux?
The optimal range is typically between 700–750°C. Below this, the flux may not activate fully; above this, oxidation increases and reduces efficiency.
6. Can drossing flux reduce oxidation in aluminum melting?
Yes. When applied correctly, it forms a protective layer over the molten surface, limiting contact with oxygen and slowing down further oxidation.
7. How often should drossing flux be applied during melting?
It depends on the process, but typically after each major melting or holding stage where visible slag forms. Overuse without clear need should be avoided.
8. What is the most common mistake operators make when using drossing flux?
The most frequent mistake is applying flux in one concentrated area instead of spreading it evenly across the melt surface, which reduces effectiveness.
9. Can drossing flux replace refining or degassing processes?
No. Drossing flux mainly addresses surface slag. Internal inclusions and gas content require separate treatments such as refining flux or degassing systems.
10. How can you evaluate the effectiveness of drossing flux over time?
Track changes in dross weight, observe slag texture, and monitor casting defect rates. Consistent improvement in these areas indicates effective flux usage.
Related posts:
 Molten Aluminum Refining Flux
Molten Aluminum Refining Flux
 Aluminium Casting Flux
Aluminium Casting Flux
 Flux Degassing
Flux Degassing
 Flux for Alkali Metal Removal
Flux for Alkali Metal Removal
 Fluxes for Aluminum Melting
Fluxes for Aluminum Melting
 Aluminum Melting Flux
Aluminum Melting Flux
 Refining of Molten Aluminum
Refining of Molten Aluminum
 Flux Refining
Flux Refining
 AdTech Fluxes
AdTech Fluxes
 Fluxes for Molten Aluminum
Fluxes for Molten Aluminum
 AdTech Granular Flux
AdTech Granular Flux
 Granular Fluxes: High-Performance Solutions for Aluminum Casting
Granular Fluxes: High-Performance Solutions for Aluminum Casting