
Ceramic filter filtration efficiency main factors are filtration accuracy and filtration rate. Filtration accuracy refers to the size of the smallest solid particles in the fluid medium that the filter can filter out. For the same fluid medium, the smaller the pore size, the higher the filtration accuracy, and vice versa. For liquid media, the impurity particles that can be filtered out are about 1/15 to 1/5 of the pore size of the filter element. For gaseous media, due to the relatively active Brownian motion, the diffusion capture effect is significantly enhanced, and the filtration accuracy is correspondingly increased to 1/30 to 1/20 of the pore size. The filtration rate refers to the flow rate of the fluid medium passing through the porous ceramic per unit time. The viscosity of the fluid medium, the working pressure of the medium, and the microporosity of the filter element itself are the main influencing factors.
The ceramic foam filter separates the inclusions in the liquid casting alloy through the physical and chemical effects on the metal liquid, and achieves the ceramic filter filtration efficiency of purifying the molten metal. The filtering mechanism mainly includes filter cake mechanism, surface effect, and rectification effect.
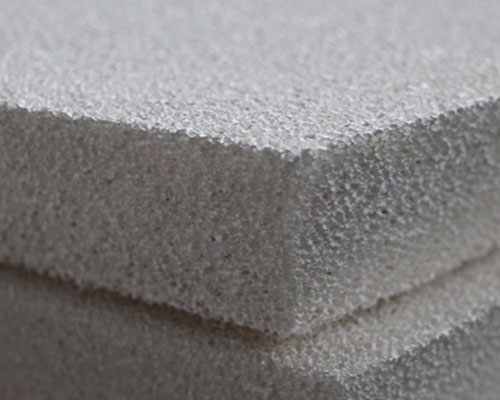
The complex ceramic foam structure can effectively block the slag mechanically. When the molten metal passes through the ceramic foam filter with complex structure, the mechanical separation of the filter medium will filter out the inclusions larger than the pores of the filter surface and make them precipitate At the end of the filter where the liquid metal flows, it becomes an integral part of the filter. With the increase in the number of inclusions accumulated on the surface of the filter, a layer of “filter cake” is gradually formed, which makes the metal liquid flow channel further thinner, so that the surface of the new filter medium can filter out finer inclusions. At the same time, the inside of the medium also has a filtering effect. Among the many small holes that penetrate the ceramic body, some show tiny slits, and some have dead ends. These different areas of change are possible positions for intercepting inclusions. There is also a “filter cake” effect inside the filter.
When the molten metal flows through the ceramic body with complex structure, it is divided into many small streams, which increases the contact area and contact probability of the inclusions in the molten metal and the filter medium. Because the surface of the filter is extremely small convex and concave surfaces, it has electrostatic adsorption and cat-attached interception to inclusions.
When the molten metal flows through the foam ceramic filter, it is divided into streams of many small units, the diameter of which is small, and the flow tends to be laminar. When the molten metal is in a laminar flow state, since the density of the molten metal is much greater than the density of the inclusions, the inclusions have sufficient time to float up and remove, that is, the foam ceramic filter can assist the cross runner to stop the slag. After the filter is placed in the gating system, the assisting force for the flow of the molten metal is increased, and the molten metal flowing in the runner is easy to form a full motion, and the flow rate is reduced, which is conducive to the floating of the inclusions and staying on the top of the runner.
Related posts:
 Ceramic Foam Filter for Metal
Ceramic Foam Filter for Metal
 Use of Molten Aluminum Filter
Use of Molten Aluminum Filter
 Molten Metal Ceramic Filters
Molten Metal Ceramic Filters
 Molten Aluminum Foam Filter
Molten Aluminum Foam Filter
 Ceramic Foam Filter Installation
Ceramic Foam Filter Installation
 CFF for Foundry
CFF for Foundry
 Aluminum Melt Purification Mechanisms
Aluminum Melt Purification Mechanisms
 Ceramic Foam Filters Supplier
Ceramic Foam Filters Supplier
 Foam Ceramic Filter Manufacturing Process
Foam Ceramic Filter Manufacturing Process
 Metal Foam Filters
Metal Foam Filters
 Cast Filters
Cast Filters
 High Grade Ceramic Foam Filters
High Grade Ceramic Foam Filters