
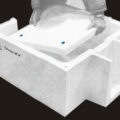
Ceramic Foam Filter for Metal is a kind of open-cell mesh with a sponge-like structure and a filter device using ceramic foam as the medium. It is composed of ceramic foam installed in the filter bowl of the molten metal transfer system between the static furnace and the casting table. The filter basin is welded with ordinary steel plate, and is lined with insulation felt. The depth of the innermost refractory brick basin is generally not less than 200m. The aluminum alloy liquid flows from the static furnace to the mold after being filtered through the CFF filter box.
The pore characteristics of the actual foam ceramics: the number of holes is 4-18 holes/cm; the porosity is 85%-90% and the volume density is 0.35-0.40/cm3; the air permeability (1000-2000)×10-7m2; the thickness of the ceramic plate 20-100mm. The flow characteristics of ceramic foam depend on the pore characteristics and the size of the ceramic plate. For a ceramic foam plate with a size of 305mm × 305mm × 51mm and a number of holes of 12 holes/cm, the filtration rate is about 1.7-3.0kg/s.
The main filtration parameters of foam ceramics are: filtration accuracy 2um; filtration efficiency 99%; initial pressure head 50-150m; effective working pressure head 50mm.
Foam ceramic filters have advantages and disadvantages: high filtration accuracy, high filtration efficiency, lightweight, small footprint, convenient operation and use, and good working conditions. However, foam ceramics are discarded once used, and cannot be regenerated, and the texture is relatively brittle. Avoid mixing of fragments when installing. 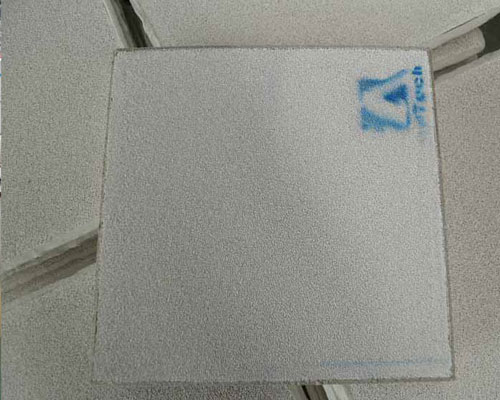
Matters needing attention when using ceramic foam filter for metal in production:
1) Choose suitable foam ceramics. When selecting foam ceramics, first consider the requirements for filtration accuracy. In most cases, it is more appropriate to use ceramic foam with 12 holes/cm. If the aluminum alloy liquid is particularly dirty, 8 holes/cm ceramic foam can be used for pre-filtering to prevent the 12 holes/cm foam ceramic from clogging. Secondly, the flow rate of the aluminum alloy liquid required for the casting speed, the original cleanliness of the melt, the highest content of inclusions in the aluminum alloy melt and the total throughput of the aluminum alloy melt should be considered.
2) Install the ceramic foam filter correctly. Usually, the ceramic foam filter is arranged horizontally in the CFF filter box, allowing the aluminum alloy melt to pass vertically downward or vertically upward. The lower casting method has the advantages of uniform rise of the aluminum alloy melt, no turbulence when it hits the filter, ensuring the uniform start of the filter, and reducing the risk of channeling. In addition, when installing the ceramic foam filter, the assembly part must be sealed with refractory fibers to eliminate the possibility of any bypass.
3) Before filtering, it is better to heat the foam ceramic filter with a radiant heater or a gas blowpipe to close to the melt temperature, so as to ensure that the metal does not solidify and block the holes when the front liquid flows to the foam ceramic.
Related posts:
 Ceramic Foam Filter Installation
Ceramic Foam Filter Installation
 Molten Metal Ceramic Filters
Molten Metal Ceramic Filters
 Use of Molten Aluminum Filter
Use of Molten Aluminum Filter
 Molten Aluminum Foam Filter
Molten Aluminum Foam Filter
 Cast Filters
Cast Filters
 CFF for Foundry
CFF for Foundry
 Foam Ceramic Filter Manufacturing Process
Foam Ceramic Filter Manufacturing Process
 Metal Foam Filters
Metal Foam Filters
 Ceramic Foam Filters Supplier
Ceramic Foam Filters Supplier
 Aluminum Melt Purification Mechanisms
Aluminum Melt Purification Mechanisms
 Porous Ceramic Filter
Porous Ceramic Filter
 Ceramic Foam Filters Manufacturing Process
Ceramic Foam Filters Manufacturing Process