
Every foundry manager knows the moment: you open the mold, and right there on the machined face of an expensive casting is a dark smudge—an inclusion that’s just cost you a part. In high-spec automotive or aerospace work, that single defect can scrap a component worth hundreds or thousands of dollars. This is exactly why ceramic foam filters foundry applications have moved from being a “nice to have” to an absolute requirement in modern casting operations.
At AdTech, we’ve been manufacturing and supplying foundry filtration products for over two decades, and the one thing we’ve learned is that not all filters are created equal. A quality ceramic foam filter for foundry use doesn’t just catch big chunks of slag. It performs depth filtration across its entire three-dimensional structure, trapping particles you’d never see with the naked eye but that absolutely show up under X-ray or pressure testing. This guide walks through what these filters do, how to choose the right one, and why the details—pore size, material chemistry, proper placement, and product selection—make or break your results.
If your project requires the use of ceramic foam filter, you can contact us for a free quote.
What Exactly Are Ceramic Foam Filters Foundry Operations Rely On?
A ceramic foam filter used in a foundry setting is an open-celled, porous ceramic structure, typically based on alumina, silicon carbide, or zirconia. It’s placed in the gating system—sometimes in the pouring basin, sometimes in the sprue, sometimes in a separate filter box—and molten metal flows through it on its way to the mold cavity. The filter’s tortuous internal pathways trap solid inclusions through a combination of surface interception, depth entrapment, and particle agglomeration.
Unlike a simple wire mesh or slotted strainer core that only catches particles larger than the opening size, a foundry ceramic foam filter works in three dimensions. Inclusions can be caught deep within the filter body, not just at the face. This is why filters consistently outperform other methods for cleaning metal in transit.
The key for ceramic foam filters foundry buyers is understanding that the filter isn’t a substitute for good melt practice—it’s the final insurance policy. You still need proper degassing, fluxing, and careful metal transfer. The filter catches what slips through all those earlier steps.
Why Are Ceramic Foam Filters Considered Essential in Modern Foundries?
If you’re running a foundry in 2025 and not using ceramic foam filters, you’re either casting very low-grade ingot or you’re spending far more on rework and scrap than you realize. The economics have shifted decisively in favor of filtration for several reasons:
Customer specifications demand it. Most automotive and aerospace casting drawings now explicitly require filtration. If you want to bid on Tier 1 work, a ceramic foam filter in the foundry gating system is non-negotiable.
Scrap reduction pays for the filter many times over. A filter that costs a dollar or two can save a casting worth hundreds. The math is simple and compelling.
Filtration improves mechanical properties. Cleaner metal means higher tensile strength, better elongation, and improved fatigue life. This isn’t just about avoiding visible defects; it’s about producing a fundamentally better product.
It reduces machining tool wear. Hard inclusions like spinel or refractory particles chew up carbide tooling. Removing them before they reach the casting extends tool life and reduces machining costs.
At AdTech, we’ve seen foundries cut their scrap rates by 50% or more after switching to a properly specified ceramic foam filter for their foundry process. The return on investment is usually measured in months, not years.
How Do Ceramic Foam Filters Actually Work in a Foundry Environment?
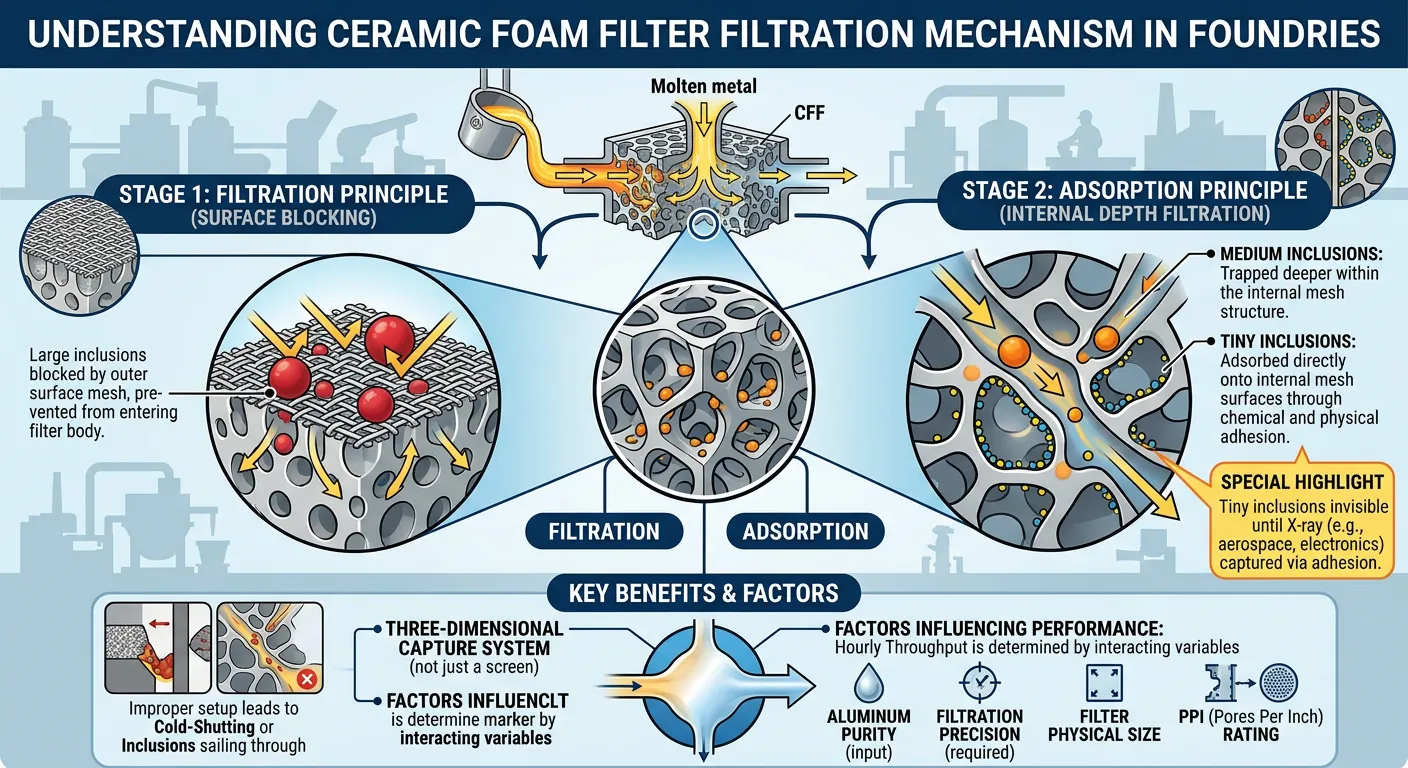
The filtration mechanism in a ceramic foam filter foundry application is more sophisticated than most people realize. There are two distinct principles at work simultaneously, and understanding both helps you make better decisions about PPI selection and filter sizing.
The Filtration Principle handles larger inclusions: these are physically blocked by the surface mesh of the filter plate when they’re too large to pass through the outer pore network. Think of it as the first line of defense—coarse particles never even get into the filter body.
The Adsorption Principle handles everything smaller: medium-sized inclusions penetrate the outer surface but get trapped by the internal mesh structure deeper within the filter body. Tiny inclusions—the ones that cause the most trouble in aerospace and electronics applications because they’re invisible until they show up under X-ray—are adsorbed directly onto the internal mesh surfaces through chemical and physical adhesion.
This two-stage mechanism is what makes a quality ceramic foam filter so effective across a broad particle size range. It’s not just a screen; it’s a three-dimensional capture system.
Once primed, the metal flows through a complex network of interconnected pores. The hourly throughput of any given filter is determined by several interacting factors: the purity of the aluminum liquid coming in, the filtration precision required, the physical size of the filter, and the PPI rating. Get these parameters right and the filter performs exactly as designed; get them wrong and you’ll either have metal cold-shutting from flow restriction or inclusions sailing straight through.
What Are the Main Types of Ceramic Foam Filters AdTech Makes for Foundries?
AdTech manufactures two distinct product lines, PAL Ceramic Foam Filters and PHF Ceramic Foam Filters , each developed for specific application requirements. Understanding which line fits your production is the starting point for any filtration conversation.
PAL — National Standard Series
This is our workhorse product, designed for widespread use across the full range of high-quality aluminum alloy production. The PAL National Standard ceramic foam filter is the right choice for:
- Automotive alloy castings
- 3C materials (computers, communications, consumer electronics)
- PS plate production
- Photovoltaic frames and components
- Industrial and civil aluminum profiles
- Medium and thick plate production
- Office furniture aluminum components
- Composite material casting
If your production is in any of these categories, the PAL National Standard is almost certainly your starting point. It covers the full PPI range and all standard filter sizes, making it easy to match your flow rate and filtration precision requirements.
PAL — European Standard Series
This series is formulated and manufactured to tighter specifications for applications where the raw material goes into products where failure is not an option. The European Standard PAL filter is intended for:
- Aviation materials and aerospace structural components
- Military industry applications
- Rail transit castings
- Can and can cover materials (where surface quality is commercially critical)
- Battery foils and double-zero foils for electronics
- Electronic product components
- Automobile wheels (where fatigue failure under load can be catastrophic)
- Automobile plate
The European Standard series applies stricter raw material quality and tighter dimensional tolerances than the National Standard. If your end customer is in aerospace or automotive OEM supply and has explicit incoming quality requirements, this is the product they’re expecting.
PHF — Phosphorus-Free Series
This one solves a specific and frustrating problem: conventional filter materials can react with magnesium in high-magnesium aluminum alloys, causing erosion and contamination of the very metal you’re trying to clean. The PHF series eliminates phosphorus from the filter chemistry, which directly addresses this corrosion mechanism.
The PHF is designed to improve filtration precision and solve the erosion and pollution problems that foundries encounter when purifying high-magnesium aluminum alloys. If you’re casting 5xxx series alloys—5052, 5083, 5754—and you’ve been seeing filter degradation mid-pour or contamination spikes in your spectrometer readings, the answer is almost certainly the PHF series rather than continuing to fight with standard filters.
What Are the Standard Sizes and Flow Rates for AdTech Ceramic Foam Filters?
Filter sizing is where a lot of foundries get into trouble. Too small and you’re restricting flow, causing cold shuts. Too large and you may not achieve full filter priming, meaning metal bypasses the filtration zone. The following table covers the PAL National Standard series specifications:
| Specification | 12 inch | 15 inch | 17 inch | 20 inch | 23 inch | 26 inch |
|---|---|---|---|---|---|---|
| Dimensional accuracy (mm) | ±2 | ±2 | ±2 | ±2 | ±3 | ±3 |
| Filtration area (m²) | 0.076 | 0.123 | 0.162 | 0.228 | 0.307 | 0.397 |
| Flow rate (kg/min) | 90–150 | 140–290 | 180–390 | 270–510 | 380–700 | 450–950 |
| Max flow rate at 40 mesh (t/h) | 10 | 14 | 20 | 30 | 40 | — |
Specifications represent AdTech PAL National Standard series performance under standard foundry operating conditions. Flow rate values assume clean melt with typical hydrogen content below 0.15 mL/100 g Al. Data sourced from AdTech internal product qualification testing, 2025.
The range spans from compact 12-inch filters suitable for small-batch or experimental work all the way up to 26-inch units capable of handling nearly a tonne of metal per minute. For most continuous casting lines in aluminum, the 20-inch and 23-inch sizes represent the most common choices because they balance filtration area against the practical dimensions of standard filter boxes.

How Do You Select the Right PPI and Filter Size for Your Production?
This is the most practical question any foundry buyer asks, and it’s the one where generic advice often fails because the answer genuinely depends on your specific throughput and quality requirements. AdTech has developed a selection reference that maps product applications, flow rates, PPI grades, and filter sizes together into a usable framework.
| Flow Rate (t/h) | 10 PPI | 20 PPI | 30 PPI | 40 PPI | 50 PPI | 60 PPI | 80 PPI |
|---|---|---|---|---|---|---|---|
| 10 | 12″ | 12″ | 15″ | 15″ | 15″ | 15″ | 15″ |
| 15 | 15″ | 15″ | 17″ | 17″ | 17″ | 17″ | 17″ |
| 20 | 17″ | 17″ | 17″ | 20″ | 20″ | 20″ | 20″ |
| 30 | 20″ | 20″ | 23″ | 23″ | 23″ | 23″ | 23″ |
| 35 | 23″ | 23″ | 23″ | 23″ | 23″ | 26″ | 26″ |
| 40 | 23″ | 23″ | 26″ | 26″ | 26″ | 26″ | 26″ |
| 45 | 26″ | 26″ | 26″ | 26″ | 23″×2 | 23″×2 | 23″×2 |
| 50 | 26″ | 26″ | 26″ | 26″ | 23″×2 | 23″×2 | 23″×2 |
| 55 | 26″ | 26″ | 23″×2 | 23″×2 | 23″×2 | 23″×2 | 23″×2 |
| 60 | 26″ | 26″ | 23″×2 | 23″×2 | 23″×2 | 26″×2 | 26″×2 |
Filter size and quantity recommendations are based on AdTech application engineering guidelines developed across production installations in over 60 countries. For industrial aluminum ingots and extruded profiles, 10–40 PPI is the typical range; for high-quality ingots and aerospace profiles, 30–80 PPI is recommended.
A few practical notes on reading this table:
For industrial aluminum ingots and standard extruded profiles, the 10–40 PPI range is appropriate. Lower PPI means better flow and less restriction, which matters when you’re pushing high throughput on a continuous casting line.
For high-quality aluminum ingots and aerospace profiles, you’re looking at 30–80 PPI. The finer the filter, the better the inclusion capture, but the more carefully you need to manage metal temperature, head pressure, and pour rate to ensure consistent priming.
The “×2” entries — for example, 23″×2 — mean two filters in parallel rather than a single larger unit. This approach is used when flow rates exceed what a single large filter can handle while maintaining filtration efficiency. Two 23-inch filters in parallel give you more filtration area than one 26-inch filter, with better metal distribution across the filter face.
What Are the Most Common Problems with Ceramic Foam Filters in Foundries and How Do You Fix Them?
Even good filters cause problems if they’re not handled or installed correctly. Here are the issues we troubleshoot most often:
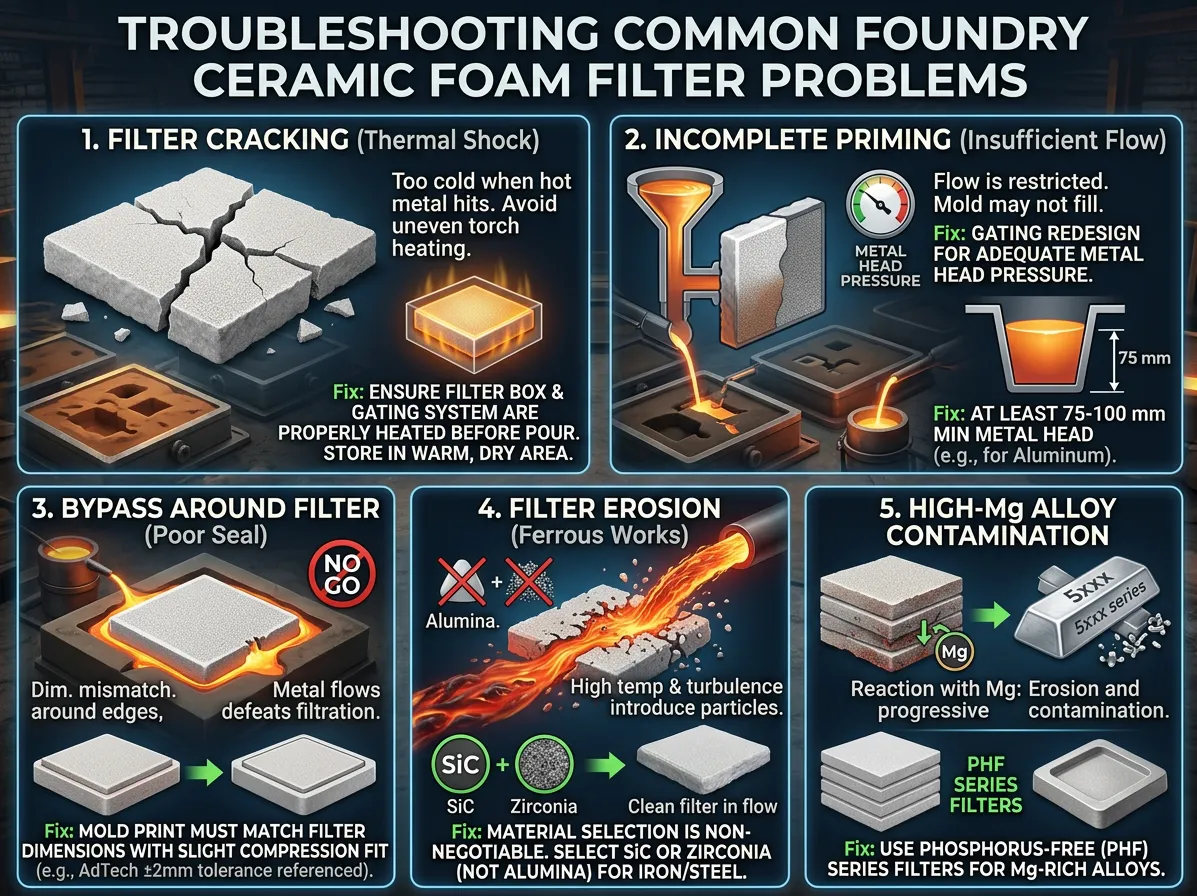
Filter cracking or breaking during pouring. This usually means thermal shock — the filter was too cold when hot metal hit it. Preheating isn’t always necessary, but filters should be stored in a warm, dry area. Some foundries give the filter a quick pass with a torch, but uneven heating can create its own stress. The better solution is ensuring the filter box and gating system are properly heated before the pour begins.
Incomplete filter priming. If metal doesn’t fully wet the filter face, flow is restricted and the mold may not fill. This often happens when the filter is placed in a location with insufficient metal head pressure. The fix is gating redesign — ensure at least 75–100 mm of metal head above the filter for aluminum.
Bypass around the filter. If the filter doesn’t seal tightly in its print, metal flows around the edges, completely defeating filtration. The filter print in the mold must match the filter dimensions with a slight compression fit. This is why AdTech’s dimensional accuracy — ±2 mm on standard sizes — matters in practice.
Filter erosion in ferrous applications. In iron and steel, high temperature combined with turbulent flow can erode the filter material, introducing ceramic particles into the casting. This is why material selection — SiC or zirconia, not alumina — is non-negotiable for ferrous work.
High-magnesium alloy contamination. Standard phosphorus-containing filters react with magnesium and erode progressively during the pour. If you’re casting 5xxx series and seeing mysterious spikes in contamination readings, you need the PHF series, not a different PPI grade of the standard product.
AdTech Real Case: Filtration Upgrade at a German Aluminum Wheel Foundry
In late 2022, a mid-sized aluminum wheel foundry in the Stuttgart region of Germany approached AdTech with a quality problem that was threatening a key customer relationship. They were producing low-pressure die cast wheels in A356 alloy for a premium European automotive brand, and their customer had tightened the acceptance criteria for internal porosity and inclusion content on machined surfaces.
Their existing setup: The foundry was using a 15 PPI alumina filter from a local European supplier, placed in the sprue of each mold. Their melt practice included rotary degassing and flux injection, which was well-controlled. Nevertheless, they were seeing inclusion-related scrap rates of roughly 4.2%, plus an additional 1.8% of wheels that passed initial inspection but were rejected after machining when subsurface inclusions were exposed during finishing. Total quality-related cost was significant — not just in scrap, but in machining time wasted on parts that would ultimately fail.
What we supplied:
- Initial trial order: 5,000 units of AdTech PAL European Standard alumina ceramic foam filters, 20 PPI, custom dimension 120×120×22 mm to match their existing filter print
- After successful trial: Ongoing supply contract for 20,000 filters per quarter
- Technical support: Two AdTech engineers on-site for three days to observe pouring practice, analyze gating design, and make recommendations
The diagnostic findings:
Our engineers spent the first day on the floor watching the process and collecting data before touching anything. Several things became apparent quickly:
The 15 PPI filters they were using were too coarse for the fine inclusion population in their melt. Metallographic sections of rejected wheels showed inclusions in the 20–50 micron size range — exactly what slips through a 15 PPI filter but gets captured by 20 PPI. Their previous supplier had never questioned the PPI selection; they simply reordered whatever was on the original purchase order.
The filter print in their mold tooling had worn slightly from repeated use, creating small gaps around the filter perimeter. These weren’t obvious to the eye but were enough to allow metal bypass on a percentage of pours.
Their pouring temperature was running at the conservative low end of the recommended range to minimize hydrogen pickup, but this was borderline for consistent filter priming on every pour.
The changes we made:
We moved them to 20 PPI PAL European Standard filters — the right product for automotive wheel applications. We worked with their pattern shop to restore the filter print dimensions. We recommended a 10 °C increase in pouring temperature, keeping them within metallurgical spec but improving priming reliability. And we introduced a simple pre-pour checklist for operators covering filter seating confirmation, temperature verification, and degassing cycle completion.
Results after six months of operation:
- Inclusion-related scrap rate dropped from 4.2% to 1.1%
- Post-machining rejections fell from 1.8% to under 0.4%
- Overall casting yield improved by approximately 3.2 percentage points
- The foundry’s customer audited the updated process and approved the new filtration specification without conditions
- The wheel manufacturer placed the first quarterly order for 20,000 filters and has renewed every quarter since
The foundry’s technical director described the improvement as “immediate and unambiguous.” It wasn’t one dramatic intervention — it was the combination of the right product specification (PAL European Standard at 20 PPI rather than a generic 15 PPI), precise dimensional fit, and a few straightforward process adjustments. Today they’re one of our most consistent European accounts.
How Do Ceramic Foam Filters Compare to Other Foundry Filtration Methods?
Foundries have several filtration options available. Understanding where ceramic foam filters sit in this landscape helps make the case internally when procurement asks why you’re not just using the cheap strainer cores.
| Filtration Method | Inclusion Capture Efficiency | Flow Restriction | Cost per Unit | Best Application |
|---|---|---|---|---|
| Ceramic foam filter (PAL/PHF) | 80–98% | Low to moderate | Moderate | Most aluminum and ferrous casting |
| Pressed strainer core | 40–60% | Low | Very low | Low-value, high-volume iron |
| Extruded cellular filter | 60–80% | Moderate | Moderate | Steel with straight runner systems |
| Bonded particle filter | 85–95% | High | High | Single-crystal aerospace castings |
| No filtration | 0% | None | Zero | Not recommended |
The ceramic foam filter wins on overall value in almost every realistic casting scenario. The strainer core is cheaper per unit but so much less effective that the scrap cost difference dwarfs the filter cost savings. The bonded particle filter is excellent but is priced for applications where the casting value justifies the investment — aircraft engine components, not automotive brackets.
What Should You Look for in a Ceramic Foam Filter Foundry Supplier?
Not all ceramic foam filters foundry suppliers are equal. Here’s what separates a genuine technical partner from someone just selling boxes:
Consistent pore structure throughout the filter body. Variable PPI within a single filter creates weak spots and uneven flow distribution. AdTech’s manufacturing process applies controlled slurry coating and sintering to achieve uniform pore structure from face to face.
Precise dimensional control. Filters that vary in thickness or external dimensions create fit problems. Our standard tolerances of ±2 mm on most sizes ensure repeatable seating in the filter print.
Material purity appropriate for the application. This is exactly why we differentiate between the National Standard, European Standard, and PHF series rather than offering one product for everything. Impurities in the ceramic raw materials cause erosion and melt contamination.
Multiple product lines for different alloy families. A supplier with only one product type is going to try to sell it to you regardless of whether it’s the right fit. AdTech’s three-series range — PAL National, PAL European, PHF — means the recommendation changes based on your actual application.
Technical support that goes beyond the sales conversation. Getting the filter selection right, the filter box design right, and the pour parameters right is a technical exercise. We support customers through on-site visits, remote troubleshooting, and application engineering guidance.
If you’re evaluating ceramic foam filters for your foundry, ask any supplier about all of these points. The answers will tell you quickly whether you’re dealing with a commodity vendor or a genuine partner.
The Bigger Picture: Filtration as Part of a Complete Melt Quality System
A ceramic foam filter is not a magic wand. It can’t fix badly gas-porous metal, it can’t remove dissolved hydrogen, and it can’t compensate for poor gating design. But as the final stage of a comprehensive melt quality program — degassing, fluxing, clean transfer practices, well-designed gating, and proper filtration — the results are transformative.
At AdTech, we supply more than just filters. We manufacture rotary degassing equipment for hydrogen removal, refining fluxes for inclusion agglomeration, and a full line of ceramic foam filters for foundry applications across all alloy families. The products are designed to work together as a system, not as isolated components.
The sequence matters: degas the metal first to hit your target hydrogen level, flux to agglomerate fine oxides, transfer cleanly with minimal turbulence, and then let the ceramic foam filter catch whatever the upstream steps didn’t. Each step makes the next one more effective. Foundries that get this chain right — and use quality products at each link — are the ones posting scrap rates below 2% while their competitors fight fires at 8–10%.
Clean metal is profitable metal. To discuss how AdTech’s ceramic foam filters and complementary melt treatment products can improve your casting quality, contact our technical sales team. We’ve helped foundries in over 60 countries clean up their metal — we can do the same for yours.
FAQ
1. What exactly is a ceramic foam filter and why is it used in foundries?
A ceramic foam filter is a porous, three-dimensional ceramic structure placed in the gating system to trap solid inclusions—like oxides, slag, and refractory particles—before molten metal enters the mold cavity. In foundries, they are essential for producing high-quality castings (especially automotive and aerospace parts) where even tiny inclusions can cause leaks or mechanical failure. Unlike simple strainers, these filters perform “depth filtration,” capturing particles throughout the entire body of the filter, not just on the surface.
2. How do you choose the right PPI (Pores Per Inch) for your filter?
PPI selection depends on your alloy type and the required filtration precision.10–20 PPI: Best for general industrial aluminum, iron, and high-flow applications where coarse filtration is sufficient.30–40 PPI: Standard for automotive and high-quality aluminum alloys (like A356) to remove fine oxides.50–80 PPI: Reserved for aerospace, electronics, and premium applications requiring ultra-clean metal.
3. What is the difference between AdTech’s PAL and PHF filter series?
AdTech offers specialized series for different needs:PAL (National & European Standard): The standard alumina-silicate filters. The European Standard has tighter tolerances for high-end applications like aviation and can stock.PHF (Phosphorus-Free): Specifically designed for high-magnesium aluminum alloys (5xxx series). Standard filters contain phosphorus, which can react with magnesium, causing filter erosion and melt contamination. PHF eliminates this chemical reaction.
4. Can ceramic foam filters remove dissolved hydrogen from aluminum?
No. Ceramic foam filters are designed to remove solid inclusions, not dissolved gases. To remove hydrogen, you need a rotary degassing unit (using nitrogen or argon) before the metal reaches the filter. The filter is the final “polishing” step. If you try to rely on the filter alone for degassing, you will likely get porosity issues because the filter can trap gas bubbles, causing turbulence.
5. What happens if the filter cracks or breaks during pouring?
Filter cracking is usually caused by thermal shock (placing a cold filter into hot metal) or mechanical impact.Prevention: Store filters in a warm, dry place. While preheating isn’t always mandatory for aluminum, ensuring the filter box/mold is warm helps.Consequence: A cracked filter loses structural integrity, allowing metal to bypass the filtration zone or introducing ceramic shards into the casting, which is a catastrophic defect.
6. How do flow rate and filter size relate to each other?
The flow rate (measured in kg/min or t/h) determines the physical size of the filter you need. If the filter is too small for the flow rate, it will restrict the metal, causing misruns or cold shuts.
7. Do I need to preheat ceramic foam filters before use?
For most aluminum casting, preheating is not strictly necessary if the mold/filter box is already hot, but it is highly recommended for consistency. For iron and steel casting, gentle preheating (200–300°C) is often required to prevent thermal shock cracking. Always check the specific product guidelines, but generally, keeping the filter dry and at ambient temperature is the minimum requirement.
8. Why are “bypass” and “leakage” common complaints with filters?
This usually happens when the filter print (the mold cavity holding the filter) doesn’t match the filter dimensions precisely.If the print is too loose, molten metal flows around the filter instead of through it.
If the print is too tight, it can crush the filter.AdTech filters are manufactured with tight dimensional tolerances (±2mm to ±3mm) to minimize this risk, but the mold design must match.
9. Can I reuse a ceramic foam filter?
Absolutely not. Ceramic foam filters are single-use products. Once metal flows through them, the pores are clogged with inclusions, and the ceramic structure may have micro-cracks from thermal stress. Reusing a filter will almost certainly introduce old slag back into fresh metal and cause flow restriction. The cost of one filter is negligible compared to the cost of a scrapped casting.
10. How long does a ceramic foam filter last in a high-temperature pour?
The filter is designed to withstand the temperature of the molten metal for the duration of a single pour (usually seconds to a few minutes).Alumina filters: Withstand up to ~1100°C (for Aluminum/Zinc).
Silicon Carbide/Zirconia: Withstand up to 1500°C+ (for Iron/Steel). The filter doesn’t “expire” due to time, but rather due to thermal stress and erosion. As long as the chemistry matches the alloy, it will maintain integrity until the metal solidifies.
Related posts:
 Foundry Ceramic Filters
Foundry Ceramic Filters
 Ceramic Filter Plate
Ceramic Filter Plate
 Aluminum Casting Filter Media
Aluminum Casting Filter Media
 Selection of Ceramic Foam Filter
Selection of Ceramic Foam Filter
 Ceramic Filter for Aluminum Foundry
Ceramic Filter for Aluminum Foundry
 Foam Ceramic Filters
Foam Ceramic Filters
 Ceramic Foam Filter Manufacturers
Ceramic Foam Filter Manufacturers
 Filter Foundry
Filter Foundry
 Ceramic Filter for Casting
Ceramic Filter for Casting
 Porous Ceramic Filter: Features, Applications, and Working Principle
Porous Ceramic Filter: Features, Applications, and Working Principle
 Alu Asian Foundry Filters
Alu Asian Foundry Filters
 Foam Ceramic Filter for Molten Aluminum
Foam Ceramic Filter for Molten Aluminum