AdTech offers a porous ceramic foam filter, which is particularly suitable for filtering molten aluminum or aluminum alloys. The filter has a basic composition of 20-70 wt % Al2O3, 20-60 wt % SiO2, 0-25 wt % a Group II oxide, and 2-20 wt % B2O3 in a core-shell configuration with the core being alumina and silica-rich and the shell comprising a boron glass composition encasing the core. More preferably, the basic composition comprises 40-60 wt % Al2O3, 30-50 wt % SiO2, 0-10 wt % CaO; 0-10 wt % MgO and 3-10 wt % B2O3.
The composition of the filter most preferably has a core representing 65-85 wt % and a shell representing 15-35 wt %. More preferably the core represents 70-80 wt % of the filter with the balance being the shell. The shell encapsulates the core thereby protecting the core from chemical attack during filtering and particularly attack by magnesium.
The core preferably comprises 45-60 wt % alumina and 40-55 wt % silica. The alumina and silica are preferably incorporated as an alumina silicate such as mullite, kyanite, sillimanite, calcined kaolin, and andalusite. Kyanite is most preferred. Other potential core materials are other low or zero thermal expansion silicate materials such as fused silica, lithium-aluminum-silicates (petalite), and magnesium-aluminum-silicates (cordierite).
The shell is primarily a boron glass bonded matrix, which encases the core. The shell preferably comprises 15-45 wt % alumina, 2-35 wt % silica, 15-50 wt % boron oxide, and 0-25 wt % at least one Group II oxide. More preferred is 15-25 wt % alumina. More preferred is 5-10 wt % silica. More preferred is 30-50 wt % boron oxide. The Group II oxide is preferably selected from calcium, strontium, barium, and magnesium.
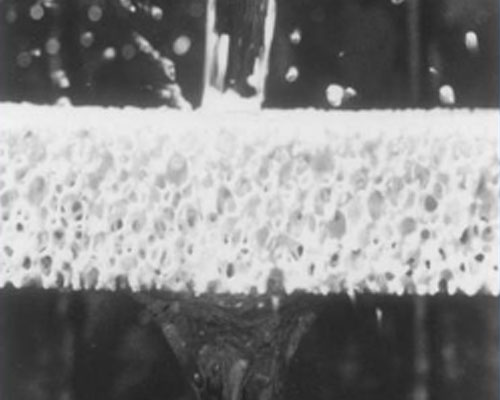
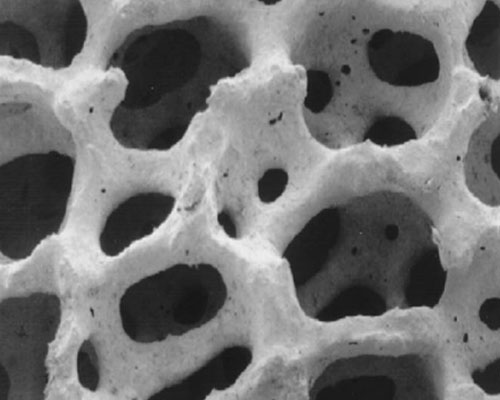
The porous ceramic foam filter takes a different approach from earlier ceramic foam filter manufacturing technology. A low thermal expansion alumino-silicate grain, most preferably kyanite or mullite, is used instead of alumina to obtain improved thermal shock resistance and to reduce lateral compressive stress. Mullite and kyanite however are reactive with molten aluminum and its alloys. To protect grain material from chemical attack, a relatively inert binder phase is used based on a complex boron glass, preferably calcium or magnesia; alumina, and silica. The boron glass bond is contiguous in the overall filter matrix forming a core-shell structure with a boron glass shell completely encapsulating and protecting the aggregate grain core from attack by magnesium vapor. This boron glass bond develops good green strength at low temperature and acts to flux and bond the kyanite grains together during firing. This new filter body in molten metal tests shows superior resistance to magnesium vapor attack.
Other metal oxide materials may exist in the formulation in small quantities typically less than 3 wt % as impurities. These include K2O, Na2O, Fe2O3, and TiO2, among others.