
After degassing the molten aluminum, all remaining solids or impurities (such as oxides) must be removed by filtration. Foundries usually use ceramic foam molten metal filter in their filtration operations.
There are many opportunities for casting molten metal to be contaminated, and particles as small as a few microns are usually present. This contamination may be slag or refractory in the furnace crucible. The strength of metals containing impurities will decrease, which usually requires a larger section thickness to compensate for the lower strength. If impurities are located on the surface of the casting that is subjected to mechanical force, the impurities will also cause serious stress points.
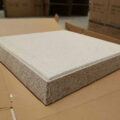
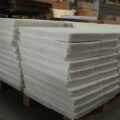
Ceramic foam molten metal filter is adapted to die casting and permanent casting operations. The ceramic foam filter reduces the number of castings that must be scrapped due to the presence of impurities, thus improving the cleanliness of the castings. Generally, ceramic filters are incorporated into the casting operation upstream of the cavity. The ceramic filter can remove scum, slag and other impurities found in the molten metal before the casting operation.
The ceramic foam molten metal filter is used to filter molten aluminum. It is characterized by an open-cell structure of multiple interconnected voids. The fibers are dispersed in the ceramic mesh and enter the multiple interconnected voids to provide a fuzzy surface for the filter. To help filter the molten metal.
The most common types of ceramic filters include rigid honeycomb ceramic structures and rigid reticulated ceramic foams. The honeycomb extruded ceramic filter therefore relies on forming a filter cake on the upstream side of the filter to remove smaller inclusions that will tend to pass through the open filter. Therefore, ceramic foam filters rely on the formation of filter cakes to remove smaller inclusions. Due to the inherent large size and filtration problems of ceramic filters, filters provide new opportunities for casting operations.
Related posts:
 Molten Aluminum Filter Media
Molten Aluminum Filter Media
 Molten Aluminium Foam Ceramic Filter
Molten Aluminium Foam Ceramic Filter
 CFF Aluminum Filtration
CFF Aluminum Filtration
 Foam Ceramic Material
Foam Ceramic Material
 Aluminum Melt Purification Mechanisms
Aluminum Melt Purification Mechanisms
 Ceramic Foam Filter for Aluminum Alloy
Ceramic Foam Filter for Aluminum Alloy
 Ceramic Foam Filter Board
Ceramic Foam Filter Board
 Molten Aluminum Filter Device
Molten Aluminum Filter Device
 Foam Ceramic Filter For Aluminium Foundry
Foam Ceramic Filter For Aluminium Foundry
 Filters for Non-Ferrous Foundries
Filters for Non-Ferrous Foundries
 20 PPI Ceramic Foam
20 PPI Ceramic Foam
 Molten Al Foam Ceramic Filter
Molten Al Foam Ceramic Filter