
Filters for non-ferrous foundries are normally applied in the design of runner system in aluminum gravity casting. The purpose of using this filter is to reduce the velocity of liquid aluminum under the so-called critical gating velocity. After liquid aluminum flows through the ceramic foam filter, its static pressure energy is recovered from kinetic energy. The alumina ceramic foam filter then can be used for stabilizing the aluminum flow during the filling of the mold cavity. The so-called bi-film defect, deriving from the surface turbulence and the entrapment of oxide films during filling process, can thus be avoided.
The ceramic foam filter is a special ceramic product with a three-dimensional network structure that is sintered at high temperature using polyurethane foam as the precursor, dipped in a refractory slurry molding process. Classified by material: alumina, magnesia, silicon carbide, zirconia, carbon composite material; according to mesh density ppi: 10ppi, 15ppi, 20ppi, 25ppi, 30ppi, 40ppi, 50ppi, 60ppi.
Ceramic foam filter for non-ferrous foundries has a unique three-dimensional connected curved pore network skeleton structure and 80% to 90% open porosity. There are four filtration purification mechanisms, namely: screening-filter cake-deep bed filtration mechanism, floating separation mechanism, deep filtration (physical adsorption) and rectification mechanism. It can efficiently filter out the large inclusions and most of the tiny suspended inclusions as small as tens of microns in the molten metal. Compared with fire-resistant fiber filters and straight-hole honeycomb ceramic filters, it has the characteristics of high refractoriness, high strength, good filtering effect and high filtering efficiency.

Ceramic foam filters for non-ferrous foundries are mainly used in high-temperature metal liquid filtration, aluminum alloy liquid metal filtration, ductile iron/gray iron and non-ferrous metal filtration, stainless steel/carbon steel and large castings metal liquid filtration, high-temperature flue gas treatment, catalyst carrier, automobile exhaust purification Devices, heat and sound insulation materials, etc.
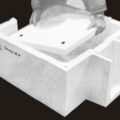
The general principle of the use of ceramic foam filter: the position where the ceramic foam filter is placed in the pouring system: the lower end of the sprue, the runner, the inner runner, and the sprue cup.
Principles of ceramic foam filter uses: ①The closer the position to the casting cavity, the better, which reduces the probability of secondary oxidation; ②The design of the gating system should be simple, and other slag retaining measures can be ignored, which can improve the utilization rate of the sand mold and the process yield rate; ③ The working area of the filter should be 4 to 6 times of the blocking cross section of the pouring system to ensure that the pouring speed is not affected; ④ Select the corresponding filter according to the type of casting alloy and the pouring temperature, and should not be used over temperature; ⑤Select The proper pore size can really achieve the filtering effect; ⑥ Filters cannot be used to control the pouring speed.
Related posts:
 20 PPI Ceramic Foam
20 PPI Ceramic Foam
 Ceramic Foam Filter Filtration
Ceramic Foam Filter Filtration
 Ceramic Filter for Aluminum Foundry
Ceramic Filter for Aluminum Foundry
 Foam Ceramic Filters
Foam Ceramic Filters
 Filter Foundry
Filter Foundry
 Ceramic Filter Plate
Ceramic Filter Plate
 Ceramic Foam Filter Installation
Ceramic Foam Filter Installation
 Porous Ceramic Filter: Features, Applications, and Working Principle
Porous Ceramic Filter: Features, Applications, and Working Principle
 Foundry Ceramic Filters
Foundry Ceramic Filters
 Ceramic Filter for Foundry
Ceramic Filter for Foundry
 Filters of Molten Aluminum
Filters of Molten Aluminum
 CFF Filtration
CFF Filtration