Introduction
Ceramic foam filters are widely used in molten aluminum filtration to remove inclusions, improve metal purity, and enhance casting quality. Proper use of these filters is critical to achieving stable performance and reducing defects in aluminum casting processes.
This guide provides a complete step-by-step explanation of how to use ceramic foam filters correctly, along with selection tips, best practices, and common troubleshooting methods.
What Is a Ceramic Foam Filter?
A ceramic foam filter is a porous ceramic material designed to capture impurities such as oxides, slag, and non-metallic inclusions in molten aluminum.
It is typically installed in a filter box and sealed with a ceramic fiber gasket to ensure that molten metal flows through the filter rather than around it.
Key Features
- High porosity and excellent filtration efficiency
- high-temperature resistance
- Chemical stability with molten aluminum
- Uniform pore structure
Applications
- Aluminum casting
- Foundry filtration systems
- Automotive and aerospace components
Why Proper Use Matters
Proper use of ceramic foam filters directly impacts casting quality and production efficiency.
- Reduces inclusions and defects
- Improves mechanical properties
- Stabilizes molten aluminum flow
- Increases yield and reduces scrap
Proper installation and preheating are the most critical factors affecting filtration performance.
How Ceramic Foam Filters Work
Ceramic foam filters remove impurities through a combination of physical and chemical mechanisms.
Mechanical Filtration
The porous structure physically blocks large inclusions such as slag and oxide films.
Deep Bed Filtration
Impurities are trapped within the internal pore network, allowing multi-layer filtration as molten aluminum flows through.
Adsorption Effect
Fine particles adhere to the ceramic surface due to surface forces, improving filtration efficiency for micro-inclusions.
Step-by-Step Guide to Using Ceramic Foam Filters
Step 1: Inspect and Prepare the Filter Box
Required Actions
- Completely remove all residual aluminum, flux, dross and debris from the filter box interior
- Inspect all walls and sealing surfaces for cracks, chips and permanent deformation
- Confirm all surfaces are completely dry and free of moisture
Important Note
Always clean the box even if it appears completely undamaged. Small hidden residual oxide deposits are the single most common cause of bypass flow failure.
Step 2: Install the Ceramic Foam Filter Plate
Proper installation is responsible for over 70% of real world filter performance.
Required Actions
- Lower the filter gently and evenly into the box. Never drop or impact the plate
- Confirm correct orientation: coarse pore side faces up, this is the inlet side
- Apply even pressure around the full perimeter to compress the ceramic fiber gasket
- Verify there are no gaps at any point around the edge of the filter
⚠️ Critical Best Practices
✅ Only ever press on the outer edge of the plate
❌ Never press on the center of the filter, this will create invisible internal cracks
A correctly compressed gasket will fully prevent filter floating. Hold down weights are almost never required when this step is performed correctly

Step 3: Preheat the Filter and Filter System
Preheating is one of the most critical steps.
Preheating Requirements
- Minimum Preheat Temperature: ≥ 460°C
- Standard Preheat Duration: 15–30 minutes
- Approved Heating Methods: Radiant electric heating / indirect gas heating
Benefits of correct preheating:
- Fully removes absorbed moisture to prevent hydrogen contamination and splashing
- Eliminates thermal shock and hidden cracking of the ceramic
- Expands the fiber gasket to create a permanent edge seal
- Activates pore structure and prevents partial plugging caused by cold filter effect
❌Prohibited Actions
Never direct an open flame directly at the filter surface. This will melt and permanently block the filter pores.
Step 4: Start Up and Flow Control
Required Actions
- Introduce molten aluminum smoothly, avoid direct impact on the center of the plate
- Continuously monitor the differential metal head across the filter
- Maintain consistent flow rate throughout the cast
Recommended Parameters
- Initial start up / first wetting: 100–150 mm
- Normal steady state operation: 75–100 mm
It is normal and expected for the metal head to drop automatically immediately after the filter is fully wetted through.
Do NOT adjust flow rate when this happens. The head will then slowly and steadily rise over the course of the cast as the filter loads with inclusions.
Step 5:In Operation Maintenance
External disturbances can reduce filter performance.
Required Actions
- Maintain full consistent liquid level in the upstream launder
- Protect the filter box from impact and vibration
- Monitor metal head for unusual increases that indicate impending blockage
❌ Prohibited Actions
- Never make sudden large increases or decreases to flow rate
- Never agitate or disturb the molten aluminum
- Never add flux upstream of the filter
- Never allow operating head to exceed 250mm at any time
Step 6: Post-Filtration Handling
Required Actions
- Remove the spent filter plate immediately at the end of the cast
- Thoroughly clean all residual aluminum and dross from the filter box
- Inspect sealing surfaces for wear and damage
- Log condition and prepare the unit for the next run
If you allow the box to cool fully before cleaning, residual aluminum will sinter permanently to the refractory, causing irreversible damage and permanent bypass leaks.
Additional Industry Guidance
Proper execution of this procedure will improve real world filtration efficiency by 300-500% compared to typical informal practice. Installation and preheating quality has a far larger effect on filtration performance than differences in filter brand or grade.
This video demonstrates how to properly secure a ceramic foam filter to prevent floating during molten aluminum filtration. Correct installation and gasket sealing are critical to ensuring stable performance and avoiding bypass flow.
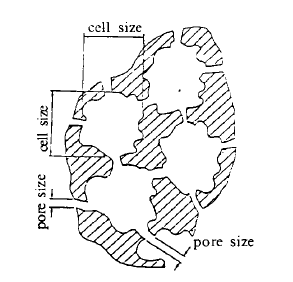
Common Pore Sizes and Their Characteristics
| Pore Size (PPI) | 20 | 30 | 40 | 50 | 60 |
|---|---|---|---|---|---|
| Cell Count (per 25.4 mm) | 18–22 | 28–32 | 38–42 | 48–52 | 58–62 |
| Impurity Size (μm) | 80 | 40 | 20 | 10 | 5 |
| Filtration Efficiency (%) | 78 | 85 | 88 | 92 | 95 |
Data based on typical industry conditions; actual performance may vary.
How to Select Based on Application
| Application | Recommended PPI | Reason |
|---|---|---|
| Aluminum billets | 10–20 PPI | High flow requirement |
| Automotive parts | 20 PPI | Balanced filtration |
| Aerospace components | 30–50 PPI | High purity requirement |
Typical selection guidelines; actual PPI choice depends on casting conditions and quality requirements.
To learn more about available sizes and performance, explore our ceramic foam filters for aluminum casting and find the best option for your application.
Best Practices for Optimal Performance
- Use correct pore size
- Ensure proper sealing
- Always preheat before use
- Maintain stable flow conditions
Common Problems and Solutions
Filter Cracking
Cause: No preheating or uneven heating
Solution: Ensure proper preheating process
Poor Filtration Efficiency
Cause: Wrong pore size or unstable flow
Solution: Optimize filter selection and flow control
Metal Leakage
Cause: Improper sealing
Solution: Check and reinforce gasket installation
Buying Guide for Ceramic Foam Filters
Key Factors
- Product consistency
- Available pore sizes
- Thermal resistance
- Certifications (ISO 9001)
Questions to Ask Suppliers
- Do you offer customization?
- What is the maximum temperature?
- Do you provide technical support?
Get High-Quality Ceramic Foam Filters
If you are looking for reliable ceramic foam filters for aluminum casting, choosing a trusted supplier ensures stable performance and consistent quality.
Why Choose Us
We Have
Strong R&D capabilities in collaboration with the Chinese Academy of Sciences and leading universities, supported by a 2000 m² laboratory and a team of 50+ experts.
Developed innovative metallurgical solutions, including high-performance ceramic foam filters and degassing systems, backed by multiple patents.
Strict quality control system certified by ISO 9001, ensuring consistent and reliable product quality.
Advanced production and testing equipment, enabling high precision manufacturing and improved efficiency.
We Offer
- Multiple pore sizes (10–60 PPI)
- Custom dimensions and shapes
- High-temperature resistant materials
- Strict quality control
👉 Contact us today to get technical support and a customized solution for your casting process.

FAQS
1. What is a ceramic foam filter used for?
A ceramic foam filter is used to remove non-metallic inclusions such as oxides, slag, and impurities from molten aluminum. It improves metal cleanliness, enhances casting quality, and reduces defects in the final product.
2. How do you use a ceramic foam filter correctly?
To use it properly, the filter must be installed securely in the filter box, preheated to the required temperature, and operated under stable flow conditions. Correct installation and preheating are the most critical steps.
3. What temperature should ceramic foam filters be preheated to?
Ceramic foam filters should be preheated to at least 460°C before use. This prevents thermal shock, removes moisture, and ensures the filter performs efficiently during molten aluminum filtration.
4. How long should preheating take?
Preheating typically takes 15–30 minutes, depending on the heating method. Uniform heating is important to avoid internal stress and cracking.
5. What happens if the filter is not preheated?
If the filter is not preheated, it may crack due to thermal shock when exposed to molten aluminum. It can also cause poor filtration performance and increase the risk of metal splashing.
6. What pore size should I choose for my application?
The choice depends on your casting requirements. Lower PPI (e.g., 20 PPI) allows higher flow, while higher PPI (30–50 PPI) provides better filtration accuracy for high-quality castings.
7. Can ceramic foam filters be reused?
In most aluminum casting applications, ceramic foam filters are designed for single use. Reusing them may lead to clogging, reduced efficiency, and contamination.
8. How long does a ceramic foam filter last?
Typically, a ceramic foam filter lasts for one casting cycle. Its lifespan depends on the amount of impurities and operating conditions.
9. How can I improve filtration efficiency?
To improve efficiency, select the correct pore size, ensure proper preheating, maintain stable molten metal flow, and avoid turbulence during operation.
10. What industries commonly use ceramic foam filters?
They are widely used in aluminum casting industries, including automotive, aerospace, and general foundry applications, where high metal purity is required.
Authoritative reference
Related posts:
 Ceramic Filter Plates
Ceramic Filter Plates
 Ceramic Foam Filter Price
Ceramic Foam Filter Price
 Porous ceramic filter production process and application
Filtration mechanism of porous ceramic filter
Porous ceramic filter production process and application
Filtration mechanism of porous ceramic filter
 Ceramic Filter Media
Ceramic Filter Media
 Porous Ceramic Filter
Porous Ceramic Filter
 Liquid Aluminum Filter
Liquid Aluminum Filter
 Ceramic Filter Plate
Ceramic Filter Plate
 Foam Ceramic Casting Filters
Foam Ceramic Casting Filters
 Aluminum Casting Filter Media
Production process and application of porous ceramic filter
Modification of cutting surface of foam cutting machine
Aluminum Casting Filter Media
Production process and application of porous ceramic filter
Modification of cutting surface of foam cutting machine