
The Problem With Most Ceramic Foam Filter Manufacturers Nobody Talks About
Here’s something that doesn’t get said enough in this industry: the ceramic foam filter market is flooded with manufacturers who can produce a filter that looks right, passes a basic visual inspection, and ships on time — but performs nowhere near spec once molten aluminum starts flowing through it.
The consequences aren’t always immediate or obvious. Inclusion counts creep up. Scrap rates tick higher. A customer complaint comes in from downstream. By the time you’ve traced it back to the filter, you’ve already shipped product.
This guide exists because sourcing a ceramic foam filter manufacturer — whether you’re buying for the first time or evaluating a switch — deserves more than a catalog comparison. It requires understanding what separates a genuinely capable manufacturer from one that’s good at winning purchase orders.
We’ll get into pore structure, material chemistry, mechanical testing, quality systems, and what a legitimate technical partnership looks like in practice. By the end, you’ll know exactly what questions to ask and what answers should make you walk away.
What Does a Ceramic Foam Filter Manufacturer Actually Make?
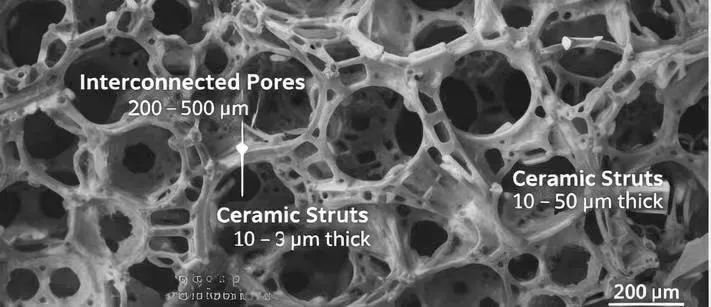
This sounds obvious, but it’s worth grounding before we go deeper. A ceramic foam filter — in the context of nonferrous metal casting — is a reticulated porous ceramic structure designed to intercept non-metallic inclusions, oxide films, and entrained solid particles from molten metal streams during the casting process.
The manufacturing process itself is more involved than most buyers realize:
Polyurethane foam impregnation — a reticulated polyurethane foam template with the desired pore geometry is impregnated with a ceramic slurry. The slurry composition (alumina content, particle size distribution, binder type, rheology) is where most of the meaningful differentiation between manufacturers actually lives.
Drying and burnout — the impregnated foam is dried, then fired at high temperature. The organic foam burns away completely, leaving behind a ceramic replica of the original foam’s pore network. This is where dimensional stability, surface quality, and structural integrity are determined.
Sintering — the ceramic structure is fired to its final sintering temperature, which determines grain bonding, mechanical strength, chemical stability, and thermal properties. Under-sintering produces weak, dusty filters. Over-sintering can collapse pore geometry and restrict flow.
Inspection and packaging — at a minimum, this should include dimensional verification, visual inspection for cracks and surface defects, and batch-level mechanical and chemical testing.
The steps sound straightforward. Executing them consistently across thousands of pieces per batch, across multiple PPI grades, in multiple sizes, to tight dimensional tolerances — that’s where manufacturer capability really shows.

How Do You Evaluate a Ceramic Foam Filter Manufacturer Before Placing an Order?
This is the question we get most often from procurement managers who’ve been burned before. And honestly, it’s the right question to lead with.
What Certifications Should a Legitimate Manufacturer Hold?
ISO 9001 : 2015 is the baseline — it demonstrates that a quality management system exists and has been independently audited. But certification alone doesn’t tell you much about the quality of the product; it tells you the manufacturer has a documented system for producing it. The more meaningful question is what that system actually measures and controls.
For ceramic foam filter manufacturers supplying automotive-adjacent markets (die casting operations producing structural components, for example), IATF 16949 is increasingly expected. This automotive quality management standard adds requirements for statistical process control, failure mode analysis, and traceability that go well beyond ISO 9001 basics.
Look also for:
- Raw material certificates of conformity from alumina suppliers (purity level, particle size data)
- Batch-level test records for compression strength, porosity, and chemical composition
- Dimensional inspection reports against customer-specified tolerances
- Third-party lab testing if the manufacturer’s in-house capability is limited
What Technical Questions Should You Be Asking?
Any manufacturer worth working with should be able to answer these without hesitation:
- What is the Al₂O₃ content in your standard alumina filters, and how do you verify it?
- What binder system do you use, and does it leave any residue after sintering?
- What is your typical compression strength for 30 PPI filters at 75mm thickness?
- How do you measure and control pore size uniformity across a production batch?
- What is your dimensional tolerance on a standard 12″ × 3″ filter?
- How do you package filters for ocean freight to tropical destinations?
If a sales contact can’t answer these — or deflects to “we’ll send you a data sheet” — that tells you something important about the depth of technical capability behind the product.
Material Specifications: What Should the Numbers Actually Look Like?
The spec sheet is where a lot of buyers focus their evaluation, and rightly so — but only if you know what the numbers should be and how they’re measured.
| Property | Specification (Standard Alumina CFF) | Test Method | Significance |
|---|---|---|---|
| Al₂O₃ Content | ≥ 92% (premium grade ≥ 95%) | XRF analysis | Higher purity = better chemical stability with molten Al |
| Compression Strength (30 PPI, 75mm) | ≥ 0.8 MPa | ASTM C773 or equivalent | Resistance to ferrostatic head pressure during casting |
| Porosity | 85–92% open porosity | Archimedes method | Determines flow rate and filtration capacity |
| Pore Size Uniformity | ±2–3 PPI of stated grade | Image analysis / sieve calibration | Uneven pore distribution causes bypass flow channels |
| Maximum Service Temperature | 1,000°C continuous (alumina grade) | Manufacturer test data | Headroom above typical Al casting temperatures (~750°C) |
| Water Absorption | < 0.5% after sintering | ISO 10545-3 | Indicator of sintering completeness and pore sealing quality |
| Dimensional Tolerance | ±1.5mm on length/width, ±1.0mm on thickness | Caliper / CMM inspection | Gaps from poor tolerances allow unfiltered metal bypass |
Specifications reflect industry-standard requirements for alumina-based ceramic foam filters used in aluminum DC casting and investment casting applications.
One number that rarely appears on data sheets but matters enormously in practice: erosion resistance. A filter that gradually releases fine ceramic particles into the flowing metal stream — through surface erosion under the shear forces of casting flow — is introducing the very contamination it’s supposed to prevent. Ask manufacturers for their erosion test methodology and results. If they don’t have one, that’s a gap worth probing.

What Pore Size Does Your Application Actually Require?
Specifying the wrong PPI grade is one of the most common and costly errors in filtration practice. Too coarse and you miss the inclusions that matter; too fine and you choke your casting speed, cause premature blinding, and potentially freeze metal in the filter box.
How Does PPI Rating Affect Filtration Performance?
PPI (pores per inch) is a linear measurement of pore density — but the relationship between PPI rating and actual filtration cutoff is nonlinear and alloy-dependent. Molten aluminum viscosity varies with temperature and alloy chemistry, which affects how inclusion particles interact with pore walls at different flow velocities.
As a practical framework:
| PPI Grade | Target Application | Approximate Inclusion Cutoff | Key Considerations |
|---|---|---|---|
| 10–15 PPI | Primary remelting, high-volume dross processing | > 800 μm | Minimal head loss, maximum throughput |
| 20 PPI | Secondary alloy casting, extrusion billet (standard quality) | 200–400 μm | Versatile, forgiving of variable melt cleanliness |
| 30 PPI | DC casting for rolling slab, general wrought products | 100–200 μm | Industry workhorse — best balance of filtration and flow |
| 40 PPI | Automotive sheet, can body stock, heat exchanger fin stock | 80–120 μm | Requires good degassing upstream; noticeable head buildup |
| 50 PPI | Aerospace plate, lithographic sheet, high-strength forgings | 50–80 μm | Demands tight temperature control; filter life is shorter |
| 60–80 PPI | Specialty alloys, research applications | 30–50 μm | Often used in dual-filter configurations; very restrictive flow |
Filtration cutoff values are approximate and depend on melt temperature, alloy viscosity, casting speed, and upstream melt treatment quality. Data ranges reflect operational experience across multiple alloy families.
The decision isn’t purely technical — it also depends on the incoming cleanliness of your melt. A casting operation running clean, well-degassed primary metal will get different performance from a 30 PPI filter than one processing heavily oxidized secondary alloy. A good manufacturer will ask about your upstream process before recommending a grade. One that doesn’t is just taking your order.
What Separates a Genuine Ceramic Foam Filter Manufacturer from a Trading Company?
This distinction matters more than most buyers realize, particularly when sourcing from Asia. The ceramic foam filter market has a large number of trading companies — intermediaries who purchase from actual manufacturers and resell under their own brand or label. There’s nothing inherently wrong with this model, but it creates risks:
- No direct process control — if a production problem occurs, the trading company has limited ability to investigate or correct it at source
- Inconsistent supply — a trading company may switch between manufacturers based on price or availability, meaning the filter you qualify in month one may not be from the same production line in month six
- Limited technical depth — questions about binder chemistry, sintering profiles, or erosion resistance are often deflected or answered generically
- Accountability gaps — when something goes wrong in production and you need fast answers, a trading company is one additional layer between you and the people who can actually fix it
Identifying a genuine manufacturer isn’t always straightforward, but these indicators help:
- Can they provide a factory audit or third-party inspection facility access?
- Do they have in-house testing equipment (universal testing machine for compression, XRF for composition, kiln temperature data logs)?
- Can their technical contacts answer process-level questions without consulting an external source?
- Is their production lead time consistent (indicating factory control) or variable (suggesting they’re sourcing externally)?
AdTech Real Case: Rebuilding a Turkish Foundry’s Melt Treatment Line From the Ground Up
In early 2020, a mid-size aluminum foundry in Turkey reached out through an industry contact. They were producing automotive die castings — primarily structural brackets and chassis components for European OEMs — and had recently won a new contract that came with significantly tighter inclusion specification requirements than anything they’d previously managed.
The baseline situation was not great. Their melt treatment line consisted of a flux injection station with aging equipment, no dedicated online degassing capability, and a CFF filter box that had been retrofitted from an older launder design and wasn’t thermally optimized. They were using 20 PPI filters sourced from a local distributor — nobody on their technical team knew who actually manufactured them or what the material spec was.
Their new automotive customer’s incoming inspection required a Bifilm Index below 10 mm and a Podberesky inclusion rating of P2 or better on a statistically meaningful sample of each heat. On their existing line, they were hitting a Bifilm Index of 25–40 mm on a good day. The gap was substantial.
The assessment process took three weeks. This involved a detailed review of their furnace charge mix, flux treatment protocol, launder geometry, thermal losses through the existing filter box, and the quality data from their customer returns — which, even before the new contract started, pointed to recurring oxide film-related porosity in specific wall sections of their castings.
The specification we developed together:
The solution wasn’t a single product — it was a coordinated system:
- Rotary online degassing unit with dual-rotor capability, positioned in a new launder section upstream of the filter station. Target: dissolved hydrogen below 0.10 ml/100g Al at the casting station
- Redesigned CFF filter box with proper insulated refractory lining, optimized burner placement for uniform preheat, and a profiled seating gasket designed to eliminate bypass leakage — the single biggest weakness in their original setup
- 30 PPI alumina ceramic foam filters in 15″ × 3″ format for their primary pouring line, and 12″ × 3″ for their secondary line handling smaller-section castings
- Refining Flux addition protocol — standardized TiB₂ rod addition rate and immersion point in the launder, which had previously been done inconsistently
The ramp-up took two casting cycles to stabilize. By the third production run under the new configuration, they were consistently achieving:
- Bifilm Index: 8–12 mm (within the customer’s ≤10 mm requirement on average; individual heats occasionally touched 12 mm, addressed through a minor furnace protocol adjustment)
- Podberesky rating: P1–P2 consistently
- Internal porosity-related scrap on finished castings: from 6.8% → 2.1%
- Filter life: consistent 25–28 tonnes per filter at their casting speed, with no premature blinding events in the first six months
The new automotive contract launched on schedule. Two years later, they qualified a second production line with the same configuration and added a hot-top casting system for a billets-to-forge product they were developing. The filter supply — both the 30 PPI and a 40 PPI grade they introduced for the forging billet line — has been on a quarterly blanket order since 2021.
What made this case work wasn’t any single product. It was the willingness to look at the whole system rather than sell a replacement filter for the one that wasn’t working.
What Does a Long-Term Supply Relationship With a Ceramic Foam Filter Manufacturer Look Like?
This is worth addressing directly because the best filtration outcomes don’t come from transactional purchasing. The operations that consistently hit their melt quality targets are the ones that treat their filter manufacturer as a technical resource, not just a vendor.
Practically, that means:
Shared process data. When your scrap rate moves, your filter supplier should know about it. Patterns in filtration performance — filter life per tonne, frequency of bypass events, inclusion audit results — are diagnostic data. A manufacturer who sees this data regularly can spot trends before they become problems.
Grade optimization over time. Your alloy mix changes. Your casting speed changes. Your customer requirements evolve. The filter specification that was right three years ago may not be optimal today. An engaged manufacturer reviews this periodically and proactively suggests adjustments.
Inventory planning. Casting lines don’t stop running because a filter shipment is delayed. Good supply relationships involve forward planning — blanket orders, safety stock arrangements, agreed lead times for non-standard sizes — so filtration never becomes the bottleneck.
Technical support at the plant level. Remote troubleshooting is useful. On-site visits during new product qualification, line commissioning, or when a persistent quality issue defies remote diagnosis — that’s where the relationship really earns its value.
How Should You Compare Quotes From Multiple Ceramic Foam Filter Manufacturers?
Price comparison across manufacturers is straightforward. Value comparison is not, and conflating the two is how operations end up with filters that look good on a purchase order but underperform in production.
When evaluating competing proposals, structure your comparison around these dimensions:
| Evaluation Dimension | What to Verify | Why It Matters |
|---|---|---|
| Material specification | Al₂O₃ content, binder type, sintering temp range | Determines chemical stability and contamination risk |
| Mechanical performance | Compression strength data by PPI and thickness | Predicts filter survival under ferrostatic head pressure |
| Dimensional consistency | Tolerance range, inspection method, lot-to-lot variation | Affects bypass leakage risk and filter box fit |
| Filtration efficiency data | Inclusion removal data, preferably alloy-specific | Direct predictor of downstream product quality |
| Supply reliability | Lead time, stock availability, historical on-time delivery rate | Operational continuity — often undervalued until there’s a crisis |
| Technical support depth | Who you talk to when something goes wrong, and how fast | Determines how quickly problems get resolved |
| Packaging and logistics | Export packaging standard, moisture barrier, freight terms | Affects filter condition on arrival |
Note that price per piece doesn’t appear in this table as a standalone category. That’s deliberate. Unit price only makes sense evaluated against filter life per tonne of metal cast, scrap rate contribution, and downstream quality impact. A filter that costs 20% less but lasts 30% fewer tonnes — while contributing to higher inclusion counts — is not a bargain.

Where Does Ceramic Foam Filtration Fit in a Complete Aluminum Melt Treatment System?
A ceramic foam filter is a highly effective tool. It’s not a complete solution on its own, and treating it as one is a setup for disappointment.
The inclusions a CFF captures have to come from somewhere. If your upstream process is generating high oxide loads — poor furnace atmosphere control, aggressive fluxing that re-entrains surface dross, inadequate degassing that leaves dissolved hydrogen nucleating fine porosity — the filter will blind prematurely and your downstream quality will still be inconsistent.
The sequence that consistently produces the best results:
Furnace treatment — alkali removal, coarse inclusion flotation, controlled atmosphere during melting and holding
Online degassing — rotary impeller dispersion of inert gas for dissolved hydrogen removal, with fine bubble generation for maximum inclusion flotation efficiency
Ceramic foam filtration — final inclusion capture before the mold. At this point, the filter should be doing finishing work, not heavy lifting
Grain refinement and modification — microstructure control through TiB₂ (grain refining) and Al-Sr or Al-Na additions (silicon modification in casting alloys)
Each stage has to be functioning properly for the next to deliver its designed performance. This is why the best ceramic foam filter manufacturer relationships extend beyond the filter itself — into degassing equipment, filter box design, launder system engineering, and process protocol development.
The full product ecosystem supporting this approach — from rotary degassing units through CFF filter boxes, hot-top casting systems, and launder refractories — is available through AdTech’s product range , designed as an integrated system rather than a collection of individual components.
Conclusion: What the Best Ceramic Foam Filter Manufacturers Have in Common
After working with casting operations across four continents, a few things consistently separate the manufacturers worth partnering with from the ones worth avoiding:
They understand the process their product serves — not just the product itself. A filter manufacturer who can talk intelligently about degassing efficiency, inclusion nucleation mechanisms, and the effect of grain refiner additions on filter flow behavior is a fundamentally different proposition from one who can only discuss PPI ratings and dimensions.
They have traceability in their production. Not just “we test every batch” — but documented test records, linked to specific production lots, available on request. When something goes wrong in production, traceability is how you find the root cause in hours rather than weeks.
They invest in the relationship before and after the sale. The commercial conversation is the easy part. The value is in what happens when you call with a problem at 11pm before a critical cast.
And they’re honest about what their product can and can’t do. No ceramic foam filter eliminates the need for good upstream melt treatment. Any manufacturer who implies otherwise is overselling — and will underdeliver.
FAQ
1. How do I know if a ceramic foam filter manufacturer is legitimate or just a trading company?
Ask for factory audit access, in-house test equipment, and batch-level production records. A real manufacturer can answer process-level questions — slurry composition, sintering temperature ranges, erosion test methodology — without hesitating or deflecting. A trading company usually can’t.
2. What alumina content should a quality ceramic foam filter have?
Standard grade should be ≥92% Al₂O₃. For demanding applications like aerospace plate or automotive structural castings, look for ≥95% purity. Higher alumina content means better chemical stability in contact with molten aluminum and lower contamination risk.
3. What compression strength should I expect from a 30 PPI ceramic foam filter?
A well-made 30 PPI filter at 75mm thickness should deliver at least 0.8 MPa compressive strength. Anything below that is a risk under normal ferrostatic head pressure during casting. Always ask for batch test data, not just a number on a spec sheet.
4. How many tonnes of metal can one ceramic foam filter handle before it needs replacing?
Under good operating conditions — clean melt, correct preheat, properly sealed filter box — a 30 PPI filter should handle 25 to 35 tonnes per cast. Premature blinding usually points to upstream melt quality issues, not the filter itself.
5. Does the binder system in a ceramic foam filter affect my alloy quality?
Yes, and this is frequently overlooked. Phosphate-based binders can introduce trace phosphorus into phosphorus-sensitive alloys, particularly some 6xxx and 7xxx series compositions. Always ask what binder system your manufacturer uses and whether it leaves any residue post-sintering.
6. Can a ceramic foam filter manufacturer produce custom sizes for older equipment?
Any genuine manufacturer with in-house production capability can accommodate custom dimensions, thicknesses, and edge profiles. The key question is minimum order quantity and lead time for non-standard sizes — both of which reflect how well they control their own production.
7. Should I use a single filter or a dual-filter configuration for high-cleanliness applications?
For ultra-clean applications — aerospace plate, lithographic sheet, high-strength forging billet — dual-filter setups using a coarser filter upstream and a finer filter downstream are increasingly common. This extends filter life while achieving finer inclusion cutoffs than a single 50 or 60 PPI filter could manage alone.
8. What is the correct way to preheat a ceramic foam filter before use?
Preheat the filter inside the filter box using a gas burner, bringing both to at least 400–500°C over a minimum of 10–15 minutes before first metal contact. Skipping or rushing preheat is the leading cause of thermal shock cracking — regardless of how good the filter material is.
9. How do I evaluate whether my current ceramic foam filter manufacturer is actually performing well?
Track filter life per tonne of metal cast, frequency of bypass events, and your downstream inclusion audit results over time. If those numbers are drifting in the wrong direction and your upstream process hasn’t changed, the filter supply is worth investigating first.
10. What should a long-term supply agreement with a ceramic foam filter manufacturer include?
At minimum: agreed specifications with acceptance criteria, batch traceability requirements, lead time commitments for standard and non-standard sizes, a technical support protocol, and a review cadence for grade optimization as your process evolves. A manufacturer who pushes back on any of those is telling you something useful about how they operate.
Related posts:
 Foam Furnace Filter
Foam Furnace Filter
 Foam Furnace Filters
Foam Furnace Filters
 Ceramic Fiber Filters Classification
Ceramic Fiber Filters Classification
 Foam Ceramics
Foam Ceramics
 Alumina Foam Ceramics
Alumina Foam Ceramics
 CFF Filter Equipment
CFF Filter Equipment
 Alumina Foam Ceramic Filter
Alumina Foam Ceramic Filter
 Alumina Ceramic Foam Filters
Alumina Ceramic Foam Filters
 Ceramic Foam Filter Manufacturers
Ceramic Foam Filter Manufacturers
 Filters of Molten Aluminum
Filters of Molten Aluminum
 Ceramic Filters For Foundry
Ceramic Filters For Foundry
 CFF Molten Metal Filter
CFF Molten Metal Filter