
Aluminum Degassing Methods
Aluminum degassing removes dissolved hydrogen from molten aluminum before casting to prevent gas porosity. The most effective and widely adopted technique is rotary impeller degassing, where inert gas (argon or nitrogen) is injected through a spinning graphite rotor that shears it into fine bubbles. These bubbles rise through the melt, capture hydrogen by partial-pressure differential, and carry it to the surface. Other established aluminum degassing methods include the Air Liquide permeable brick system, the SNIF rotating nozzle process, the Alpur method, in-line degassing systems, vacuum degassing, and tablet (flux) degassing. For most foundries, rotary degassing with argon achieves hydrogen levels below 0.10 mL/100g Al—the practical threshold for porosity-free castings.
If you’ve ever sectioned a casting and found it full of pinholes, you understand the frustration. I’ve watched shops scrap entire shifts of production because someone rushed through a degassing cycle or skipped it altogether. This page covers every major aluminum degassing method used in modern foundries—from simple flux tablets to sophisticated inline systems—with real process data so you can choose the right approach and get it dialed in.

Why Does Dissolved Hydrogen Cause Porosity in Aluminum?
Molten aluminum absorbs hydrogen like a sponge. The solubility jumps from roughly 0.04 mL/100g in solid aluminum to about 0.70 mL/100g at 750°C—a 17× increase. During solidification, all that excess hydrogen nucleates as gas pores scattered through the casting.
These aren’t just cosmetic blemishes. Hydrogen porosity reduces tensile strength by 10–25%, destroys pressure-tightness in hydraulic and pneumatic components, and drives rejection rates through the roof. According to the American Foundry Society, hydrogen porosity remains the most common defect in aluminum castings globally.
The relationship between hydrogen content and porosity isn’t linear. Below about 0.15 mL/100g, most Al-Si alloys solidify with acceptable density. Above 0.20 mL/100g, you’re rolling the dice. Cross 0.30 mL/100g and visible porosity is essentially guaranteed—particularly in thick sections where solidification is slow and hydrogen has time to diffuse and coalesce into larger voids.
Common sources of hydrogen pickup:
- Atmospheric moisture (relative humidity above 50% accelerates absorption significantly)
- Wet, oily, or painted charge materials
- Damp flux, tools, or refractory linings
- Furnace combustion products in direct-fired reverberatory melters
- Corroded or oxidized scrap (moisture trapped in oxide layers)
Good housekeeping reduces hydrogen intake upstream, but every heat still requires active degassing. No amount of material preparation eliminates the need entirely.
Contact Us for technical support
What Are the Main Aluminum Degassing Methods Used in Foundries?
Aluminum degassing methods used in the aluminum foundry have evolved considerably over the past four decades. The principal techniques include the Air Liquide method, SNIF method, Alpur method, in-line degassing systems, online degassing systems, vacuum degassing, and tablet (flux) degassing. Each offers different trade-offs in efficiency, cost, and application scope.
Air Liquide Method
The Air Liquide method is a primary form of continuous purification treatment outside the furnace. The bottom of the device is equipped with a permeable brick. Nitrogen gas forms tiny bubbles as it passes through the permeable brick and rises through the melt. These bubbles absorb dissolved gas and trap suspended impurities during contact and movement with the molten aluminum, bringing them to the surface to produce a purification effect.
Although this method can remove both hydrogen and some non-metallic slag, the overall degassing efficiency is not ideal compared to more modern systems. The bubble size generated by permeable bricks tends to be larger and less uniform than what rotating nozzle systems produce, which limits the total gas-melt contact area and shortens effective interaction time. Still, the Air Liquide approach was an important step in the evolution of external melt treatment technology, and variations of permeable-plug purging are still found in some steel and aluminum operations where simplicity is valued over maximum hydrogen removal.
SNIF Method (Spinning Nozzle Inert Flotation)
SNIF—an abbreviation of Spinning Nozzle Inert Flotation—is an external treatment device for aluminum melt originally developed by Union Carbide Corporation. The system uses two chambers, each containing a graphite gas rotating nozzle. Gas is dispersed into fine bubbles through the rotor of each nozzle. Simultaneously, the rotor stirs the melt, distributing bubbles evenly throughout the entire volume to produce a thorough purification effect.
This design specifically addresses a weakness of simple gas injection methods: the aggregation of bubbles caused by blowing gas in a single direction, and the continuous gas channel that forms as bubbles float upward in a column. Those channels shorten the contact time between gas and melt, reducing purification efficiency. The SNIF method breaks up these channels through mechanical agitation.
The purge gas is typically nitrogen or argon. To improve the purification effect—particularly for alkali metal removal—2% to 5% chlorine can be mixed with the carrier gas, though this practice has come under increasing environmental scrutiny in recent years.
Alpur Method
The Alpur method was developed by Péchiney (originally through Bischner company) in France. Like the SNIF system, the Alpur process uses a rotating nozzle to inject refined gas into the melt as micro-bubbles. However, the Alpur design differs in a critical way: it simultaneously draws melt into the nozzle assembly to make direct contact with bubbles inside the rotor housing, rather than relying solely on external melt circulation. This intimate gas-melt mixing inside the rotor chamber significantly improves purification efficiency.
The gases used are nitrogen and argon. The Alpur method became widely adopted in primary aluminum smelters and large-scale casthouse operations and influenced the design of many modern inline degassing units. Its fundamental innovation—forcing melt through the bubble generation zone rather than simply releasing bubbles into a static bath—remains the operating principle behind most high-performance rotary degassing systems manufactured today.
In-Line Degassing System
The melt in-line degassing system is a type of continuous melt treatment originally developed by Conalco in 1982. Aluminum melt enters the cylindrical reaction chamber tangentially from the inlet, which imparts a rotational flow to the melt. The lower part of the reactor is equipped with gas nozzles that disperse small bubbles, and these bubbles are distributed throughout the entire reactor volume by the rotating melt, producing an excellent purification effect.
After the melt flows out of the reaction chamber, it passes through a ceramic foam filter to remove non-metallic inclusions. This sequential treatment—degassing followed immediately by filtration—represents the modern best practice for high-quality aluminum casting. The purification gas is argon, and a small amount of chlorine can also be added to enhance alkali metal removal.
In-line systems are particularly well-suited for continuous casting operations, DC casting lines, and any high-volume process where batch-by-batch ladle treatment would create bottlenecks.
Online Degassing System
The online degassing system represents the current state of the art for foundry-scale aluminum melt treatment. These units are installed between the holding furnace and casting equipment, treating metal continuously as it flows to the casting station.
Advanced online degassing units adopt high silicon melting technology for extended service life. The degassing rotor, heater protection thimble, and thermocouple protection thimble use precision ceramic manufacturing technology capable of meeting the demands of high-accuracy aluminum production. An online degassing unit provides dual functionality: active hydrogen removal and melt temperature maintenance through integrated heating. This combination serves the high-precision molten aluminum purification industry—automotive structural castings, aerospace components, and premium extrusion billets all benefit from this level of process control.
The key advantage over batch ladle degassing is consistency. With metal flowing continuously through the treatment chamber, every kilogram of aluminum receives identical degassing treatment. There’s no variation between “first ladle” and “last ladle” of a campaign.

If your project requires the use of degassing unit, you can contact us for a free quote.
How Does Rotary Impeller Degassing Actually Work?
Since rotary impeller technology underpins the SNIF, Alpur, and modern online degassing systems, it’s worth understanding the mechanics in detail.
A graphite or silicon carbide rotor spins at 350–600 RPM while inert gas flows through its hollow shaft. The rotor shears the incoming gas stream into thousands of tiny bubbles—typically 1–3 mm in diameter. These fine bubbles have enormous collective surface area. As they rise through the melt, hydrogen diffuses into them because the partial pressure of H₂ inside a pure argon bubble is essentially zero. The hydrogen-laden bubbles reach the surface, pop, and release gas into the exhaust hood.
Cycle times for batch treatment run 8–15 minutes depending on melt volume and starting hydrogen concentration. A properly functioning rotor in a 500 kg crucible consistently achieves 0.06–0.10 mL/100g Al.
Argon vs. Nitrogen: Which Degassing Gas Should You Use?
This debate comes up at every foundry conference. Here’s the practical answer:
Argon is completely inert in molten aluminum. It won’t react with alloying elements, won’t form inclusions, and works safely across every alloy family. For safety-critical, aerospace, or high-Mg alloys, argon is the only reasonable choice.
Nitrogen costs 30–40% less per cubic meter and works adequately for many commercial alloys. However, nitrogen reacts with aluminum to form aluminum nitride (AlN) inclusions, particularly in magnesium-containing alloys (A356, A380) at temperatures above 740°C. These hard particles cause machining tool wear and reduce fatigue life.
| Parameter | Argon Degassing | Nitrogen Degassing |
|---|---|---|
| Gas cost per m³ | Higher (~$3.50–5.00) | Lower (~$1.80–3.00) |
| Risk of AlN inclusions | None | Moderate to high in Mg-alloys |
| Final H₂ achievable | 0.05–0.10 mL/100g | 0.08–0.15 mL/100g |
| Best suited for | Aerospace, structural, safety-critical | Commercial, non-critical castings |
| Alloy compatibility | Universal | Avoid with >0.3% Mg alloys |
Argon consistently delivers lower residual hydrogen with zero contamination risk, making it the default carrier gas for quality-sensitive applications.
What About Tablet (Flux) Degassing—Is It Still Relevant?
Tablet degassing uses solid compounds—most commonly hexachloroethane (C₂Cl₆)—that decompose at melt temperature to release chlorine gas. The chlorine bubbles through the melt and strips hydrogen much like inert gas does, but with an added chemical benefit: chlorine also reacts with alkali metals (sodium, calcium, lithium) to form chloride salts that float out as dross.
So tablet degassing performs double duty—hydrogen removal and melt cleaning.
The downsides are significant, however. Chlorine gas and its byproducts (HCl, trace phosgene) are toxic and corrosive. Many jurisdictions, including the EU under REACH regulations, have restricted or banned hexachloroethane tablets. OSHA’s permissible exposure limit for chlorine is just 1 ppm as an 8-hour TWA—easily exceeded in a poorly ventilated foundry.
I still encounter tablet degassing in small job shops across Southeast Asia and South America where capital budgets are tight. For a 50 kg crucible melted twice a day, spending $15,000+ on a rotary system is hard to justify when a $0.50 tablet gets the job done. But the trajectory is unmistakable: this method is being phased out worldwide.
Chlorine-free tablets based on fluoride compounds are gaining traction. They’re safer for operators but measurably less effective at hydrogen removal.
| Factor | Hexachloroethane Tablets | Chlorine-Free Tablets | Rotary Impeller (Argon) |
|---|---|---|---|
| H₂ removal efficiency | 50–65% | 30–45% | 75–90% |
| Toxic fume generation | High (Cl₂, HCl) | Low | None |
| Cost per treatment (100 kg) | ~$1.50–3.00 | ~$3.00–5.00 | ~$2.00–4.00 (gas + wear) |
| Regulatory status (EU/US) | Restricted | Permitted | Permitted |
| Alkali metal removal | Excellent | Moderate | Minimal without flux |
Tablet degassing remains a viable low-cost option for small-batch operations but faces tightening restrictions globally, making rotary degassing the more sustainable long-term investment.
How Does Vacuum Degassing Compare to Gas Purging Methods?
Vacuum degassing operates on a completely different principle. Rather than introducing bubbles to carry hydrogen away, you reduce the atmospheric pressure above the melt. Per Sievert’s law, hydrogen solubility in molten aluminum is proportional to the square root of the partial pressure of H₂ above the surface. Reduce pressure to 1–10 mbar and hydrogen spontaneously boils out of the metal.
In practice, vacuum degassing is limited almost entirely to continuous casting and primary aluminum production. The required equipment—vacuum chambers, induction heating for temperature maintenance, sealed transfer systems—costs $200K to over $1M. That doesn’t pencil out for a foundry pouring 200 kg heats.
Where vacuum degassing excels is in hybrid configurations. Some advanced casthouse operations combine a partial vacuum (100–200 mbar) with a slow argon purge. This approach can drive hydrogen levels below 0.05 mL/100g—necessary for premium forging stock and certain aerospace billets that demand the absolute lowest gas content achievable.
For foundry-scale aluminum degassing, rotary impeller systems handle the vast majority of real-world requirements without the complexity and expense of vacuum technology.
What Process Parameters Matter Most for Effective Aluminum Degassing?
Having good equipment is necessary but not sufficient. I’ve audited foundries running premium degassing stations that still produced porous castings—because operators were running the wrong parameters. Here’s what actually drives results:
Rotor Speed, Gas Flow Rate, and Treatment Time
These three variables interact. Higher rotor speed creates finer bubbles but also generates more surface turbulence, which can re-introduce hydrogen from atmospheric moisture. The practical sweet spot for most 200–800 kg melts:
- Rotor speed: 400–500 RPM
- Gas flow rate: 5–15 L/min (scaled to melt volume)
- Treatment time: 10–15 minutes
Excessive gas flow produces a rolling, splashing surface that defeats the purpose. Too little flow yields oversized bubbles that rise quickly without efficient scavenging. Watch the melt surface: you want gentle, consistent bubble breakout distributed across the entire area. If you see a volcano erupting in the center, reduce flow rate or increase RPM to shear bubbles finer.
What Temperature Should You Degas At?
Degassing is more effective at lower melt temperatures because hydrogen solubility decreases as you approach the liquidus. But go too low and you risk premature solidification on the rotor and insufficient superheat for pouring.
| Alloy Family | Degassing Temp (°C) | Pouring Temp (°C) | Liquidus (°C) |
|---|---|---|---|
| A356 (Al-7Si-0.3Mg) | 710–730 | 720–740 | 615 |
| A380 (Al-8.5Si-3.5Cu) | 700–720 | 670–710 | 595 |
| 6061 (wrought, molten) | 720–740 | 700–720 | 652 |
| A319 (Al-6Si-3.5Cu) | 710–725 | 700–730 | 604 |
Degassing at the lowest practical temperature improves hydrogen removal efficiency but must preserve sufficient superheat for complete mold filling after transfer.
Contact Us for technical support
How Do You Measure Hydrogen Content in Molten Aluminum?
You can’t control what you don’t measure. Several methods exist, each at a different point on the cost-accuracy spectrum:
Reduced Pressure Test (RPT): The simplest shop-floor method. Pour a small sample into a steel cup and solidify under partial vacuum (50–100 mbar). Porous samples show visible bubbles; clean samples are dense and smooth. It’s qualitative rather than quantitative, but an experienced operator can reliably distinguish acceptable melts from reject-level melts. Equipment cost: under $2,000.
ALSCAN / Telegas (recirculating gas equilibrium): Measures hydrogen quantitatively by recirculating a carrier gas through the melt until partial-pressure equilibrium is reached, then analyzing the gas by thermal conductivity. Accuracy: ±0.01 mL/100g. Units cost $20,000–40,000 and are standard in automotive and aerospace foundries.
Solid-state electrochemical sensors (Hyscan III and similar): Deliver readings in 3–5 minutes. Faster than ALSCAN, though slightly less precise in very low concentration ranges below 0.08 mL/100g.
For most operations, an RPT unit is the bare minimum. If customer specifications require documented hydrogen values below 0.15 mL/100g—and increasingly they do—invest in an ALSCAN-type instrument.
How Does Rotor Design Affect Degassing Performance?
The degassing rotor is a consumable item, and its design directly influences bubble size, distribution pattern, and hydrogen removal rate. Graphite rotors dominate the market because they’re chemically compatible with molten aluminum, easy to machine into complex geometries, and reasonably priced.
But not all graphite is the same. High-density, fine-grain graphite (1.77+ g/cm³ bulk density) lasts 2–3× longer than standard grades because it better resists erosion from turbulent melt flow and oxidation from atmospheric exposure at working temperature.
Rotor geometry is equally important. Multi-vane designs with staggered flow channels produce finer, more uniformly distributed bubbles than simple cross-shaped or four-slot rotors. The efficiency difference between a basic rotor and an optimized multi-channel design can reach 15–20%, which translates to cutting your degassing cycle from 12 minutes down to 9. Over hundreds of heats per month, that time saving is substantial.
When evaluating degassing equipment and consumables, look for suppliers who publish bubble size distribution data—not just rotor dimensions. It’s the bubble size that determines real-world performance.
Batch Ladle Degassing vs. Inline Degassing: Which Fits Your Operation?
Two deployment models dominate aluminum foundry practice:
Ladle (batch) degassing treats each ladle or crucible individually before pouring. It’s flexible—you can adjust parameters for different alloys on consecutive heats—but it demands operator discipline every cycle and introduces variability when that discipline slips.
Inline (continuous) degassing positions the treatment unit in the transfer trough between furnace and casting station, treating metal as it flows. This is standard for high-volume operations: DC casting, continuous strip casting, and large die-casting cells running around the clock.
Inline systems deliver fundamentally more consistent results because they remove human variability from the equation. They also enable integration with ceramic foam filters and grain refiner additions in a single treatment line.
The cost gap is considerable. A portable ladle degassing unit runs $8,000–25,000. An inline degassing system with refractory-lined chamber, automated gas control, and integrated filtration capability starts around $50,000 and can exceed $150,000 for high-throughput configurations.
Rule of thumb: below 2,000 kg per shift, ladle degassing usually makes economic sense. Above that threshold, inline systems pay for themselves through lower scrap, reduced labor, and tighter process control.
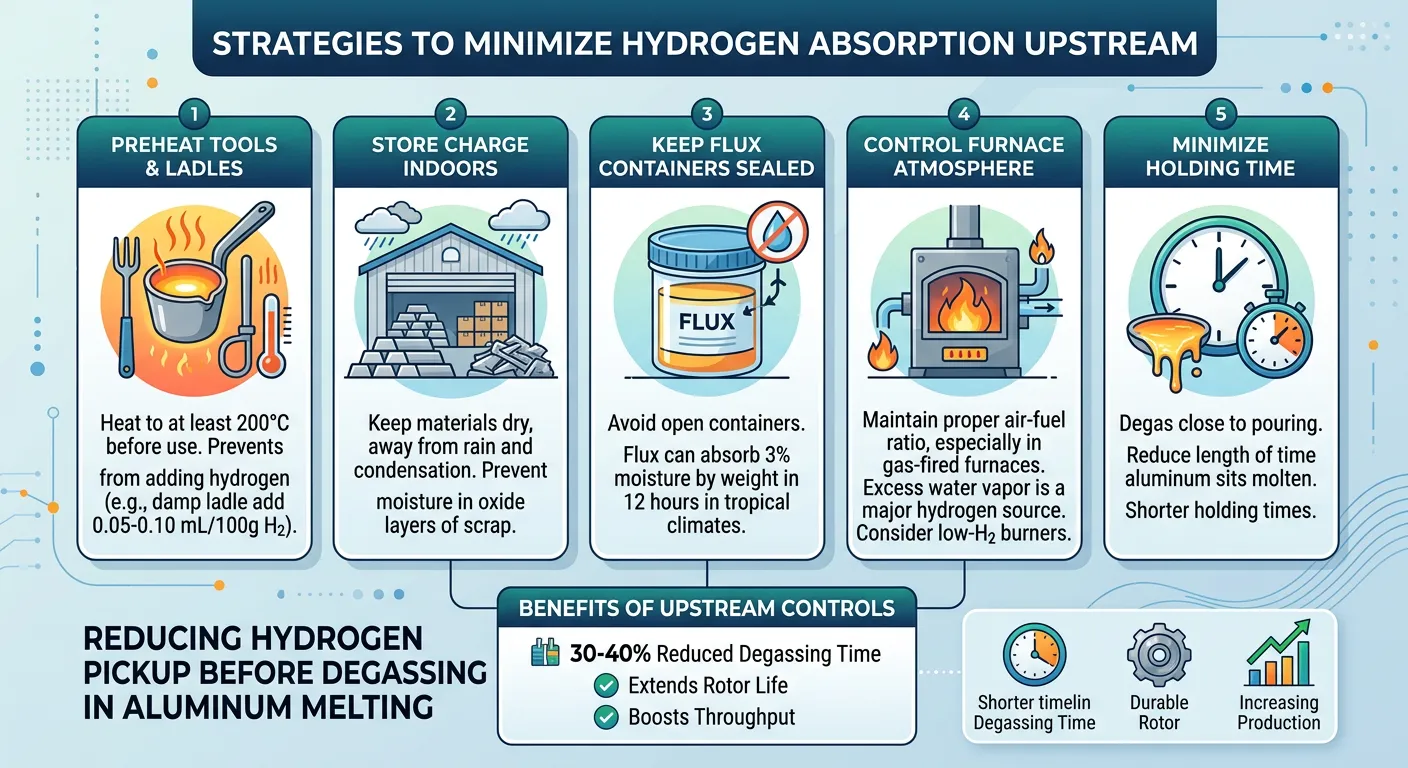
How Can You Reduce Hydrogen Pickup Before Degassing?
Degassing works better and faster when you minimize hydrogen absorption upstream. These steps cost almost nothing:
- Preheat all tools and ladles to at least 200°C before contact with melt. A damp ladle can add 0.05–0.10 mL/100g of hydrogen in seconds.
- Store charge materials indoors away from rain and condensation. Even lightly oxidized scrap carries enough moisture in its oxide layer to noticeably raise hydrogen levels.
- Keep flux containers sealed. I’ve tested flux left open overnight in a tropical climate—it absorbed 3% moisture by weight in 12 hours.
- Control furnace atmosphere. In gas-fired reverberatory furnaces, excess combustion products—particularly water vapor—are a major hydrogen source. Maintain proper air-fuel ratio and consider low-hydrogen burner technology.
- Minimize holding time. The longer aluminum sits molten, the more hydrogen it picks up. Degas as close to pouring as practical.
These upstream controls won’t replace degassing, but they can reduce required treatment time by 30–40%, which extends rotor life and boosts throughput.
Combining Degassing with Filtration and Grain Refinement
Degassing solves the hydrogen problem but doesn’t address oxide inclusions or grain structure. The most effective melt treatment strategy combines three operations in sequence:
- Degassing (rotary impeller with argon) – removes dissolved hydrogen
- Filtration (ceramic foam filters, 20–50 ppi) – captures oxide films and non-metallic inclusions
- Grain refinement (Al-5Ti-1B master alloy) – produces fine equiaxed grain structure for improved mechanical properties
In inline configurations, metal flows through the degassing chamber first, then through a filter box. Grain refiner is added via a wire feeder downstream of the degasser. This sequence matters—degassing creates turbulence that can fragment oxide films into smaller particles, which are then captured by the downstream filter.
Some foundries add grain refiner upstream of the degassing unit, reasoning that the bubbles help distribute it. This works acceptably in batch ladle operations, but in inline systems, adding refiner after the degassing chamber delivers more predictable results because the melt is calmer and the master alloy dissolves more uniformly.
What Industry Standards Apply to Aluminum Degassing?
Several specifications and standards define acceptable hydrogen levels, testing protocols, and porosity acceptance criteria:
- ASTM B108/B108M – Aluminum-alloy permanent mold castings, including porosity limits
- ASTM E155 – Reference radiographs for aluminum casting inspection (porosity severity grading)
- AMS 2771 – Heat treatment of aluminum alloy castings, specifying maximum allowable porosity for aerospace use
- EN 1706:2020 – European standard for aluminum casting alloys, including gas porosity classifications
Automotive OEMs like Toyota, BMW, and Tesla typically specify hydrogen content below 0.12 mL/100g for structural castings. Aerospace primes (Boeing and Airbus supply chains) often require below 0.08 mL/100g with mandatory quantitative documentation per heat.
If you’re casting safety-critical parts, your customer’s purchase order will spell out exactly what’s needed. Design your degassing process to hit those numbers consistently, with safety margin.
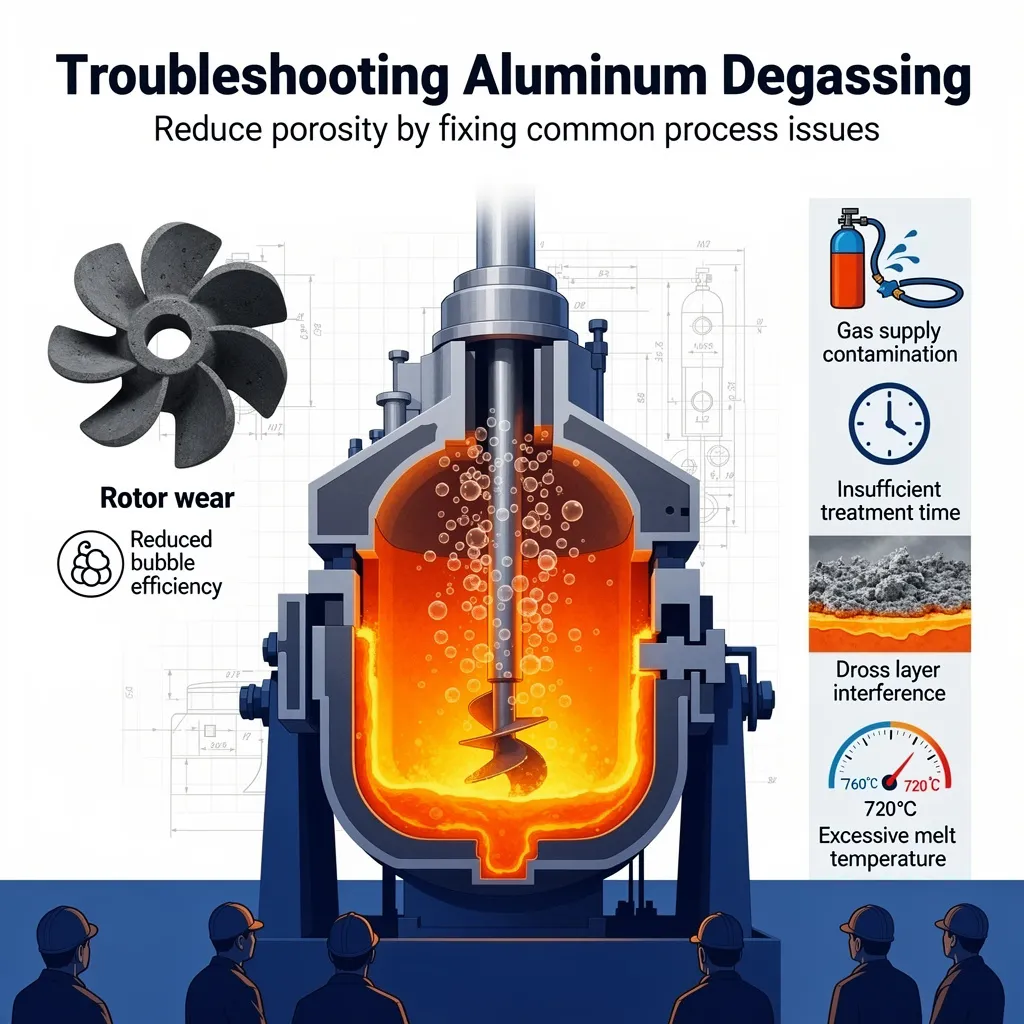
Troubleshooting: When Aluminum Degassing Methods Don’t Deliver Results
If you’re running a proper degassing cycle and still finding porosity in castings, investigate these common culprits:
- Rotor wear: A worn rotor generates larger, less effective bubbles. Replace graphite rotors when vane edges show visible erosion—don’t wait for catastrophic breakage mid-heat.
- Gas supply contamination: Industrial-grade argon (99.995%) is adequate. But if your supply line has even a small leak, you’re drawing in humid ambient air. Check all connections and fittings.
- Insufficient treatment time: If your RPT sample still shows bubbles after a standard cycle, extend treatment by 3–5 minutes rather than increasing gas flow rate.
- Dross layer interference: A thick, crusty dross layer traps rising bubbles and reflects hydrogen back into the melt. Skim before starting the degassing cycle and again midway through if dross rebuilds.
- Excessive melt temperature: Degassing at 760°C is noticeably less efficient than at 720°C. Each 10°C reduction measurably improves hydrogen extraction.
The most underrated improvement? Operator training. I’ve seen hydrogen levels drop by 40% at a plant simply by training the crew on proper tool preheating, dross management, and cycle discipline—before changing any equipment. People are always the most leveraged variable.
Selecting the Right Aluminum Degassing Method for Your Specific Needs
There’s no universally best degassing method—only the method that best matches your alloy mix, production volume, quality targets, and budget. A small art foundry melting 10 kg batches has entirely different requirements than a wheel manufacturer processing 20 tons per shift.
For the vast majority of aluminum foundries and die-casters producing commercial, automotive, and industrial components, rotary impeller degassing with argon delivers the best combination of hydrogen removal efficiency, process repeatability, and operating cost. Pair it with a reduced pressure test on every heat, maintain rotor replacement schedules, and control hydrogen sources upstream.
For higher volumes, an inline system with integrated degassing, heating, and ceramic foam filtration delivers a step-change improvement in casting quality and batch-to-batch consistency that batch processing simply cannot match.
The fundamentals of aluminum degassing haven’t changed: get the hydrogen out, keep the inclusions out, pour clean metal into a well-designed mold. Master those three things and the majority of your quality problems will disappear.
FAQ
1. What is aluminum degassing?
Aluminum degassing is the process of removing dissolved hydrogen from molten aluminum using inert gas purging, vacuum treatment, or chemical flux to prevent gas porosity in castings.
2. Why is degassing necessary for aluminum casting?
Hydrogen solubility drops 17× during solidification. Without degassing, trapped hydrogen forms pores that reduce strength by 10–25% and cause pressure leaks in finished parts.
3. What gas is best for aluminum degassing?
Argon is the preferred degassing gas because it’s fully inert in molten aluminum. Nitrogen is cheaper but can form aluminum nitride inclusions in magnesium-containing alloys above 740°C.
4. How long does rotary degassing take?
A typical rotary impeller degassing cycle takes 8–15 minutes for a 200–800 kg melt, depending on initial hydrogen concentration and target quality level.
5. What is an acceptable hydrogen level in molten aluminum?
Most foundries target below 0.15 mL/100g Al for commercial castings. Automotive structural parts require below 0.12 mL/100g, and aerospace specifications often demand below 0.08 mL/100g.
6. What is the difference between inline and ladle degassing?
Ladle degassing treats individual batches before pouring. Inline degassing treats metal continuously as it flows from furnace to casting station, delivering more consistent results for high-volume operations.
7. Can you degas aluminum without equipment?
Hexachloroethane tablets offer a low-cost degassing option for small melts, but they produce toxic chlorine fumes and face increasing regulatory restrictions worldwide.
8. What temperature is best for aluminum degassing?
Degassing between 700–730°C is optimal for most Al-Si casting alloys. Lower temperatures improve hydrogen removal but must allow adequate superheat for pouring.
9. How do you test hydrogen content in molten aluminum?
The reduced pressure test (RPT) is the simplest shop-floor method. For quantitative measurement, ALSCAN or Telegas instruments provide accuracy to ±0.01 mL/100g.
10. What causes degassing to fail?
Common causes include worn rotors producing oversized bubbles, contaminated gas supply lines, excessive melt temperature, thick dross layers trapping bubbles, and insufficient treatment time.











