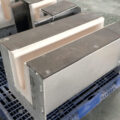
AdTech Troughs and Launders are installed between the furnace and the casting machine, has two functions: conveying and insulation. They are mainly used for aluminum liquid transportation between aluminum alloy melting furnace, purification furnace, casting platform, degassing outside the furnace, and filtration. AdTech Troughs and Launders are cast with high surface quality, so as to limit the sticking of metal and minimize erosion. The longer service life from your launder, the more continuous hours of production. AdTech launders use new high silicon melting material and are non-wetted to the molten aluminum alloys. They can improve their operational efficiency and increase profitability.
Troughs and Launders Features
- The texture is tough and strong against wind erosion.
- Seamless lining.
- Low heat storage and low heat loss.
- Direct contact with the flame for hot surfaces.
- Excellent construction and installation performance.
- Excellent thermal shock resistance.
- High compressive strength and long service life.
- The sound absorption effect is remarkable.

AdTech Troughs Advantages
- Good insulation performance, reasonable design, and long service life.
- It is integrally molded with noble molten material and has high dimensional accuracy.
- Corrosion-resistant, insulating, thermal-shock resistant, high strength, lower thermal diffusivity.
- The inner liner has strong corrosion resistance to aluminum, zinc, and magnesium alloys. It enhances the use effect of molten metal transfer equipment, and strengthens the service life of special alloys.
- The temperature drop of the metal liquid during use is 2 ° C per meter, resistant to erosion, heat shock, smooth surface.
Instructions for Troughs and Launders
Corresponding to the drawing structure, the casting launder is installed to ensure that the overall flow path is clean, no damage, no gap. Uniformly preheat the installed flow path, heat up at a constant speed for 6-8 hours, check the surface of the lining red, ie 800 °C, to remove the adsorbed crystal water, close to the casting temperature, safe and efficient use.