
What is a Refractory Launder and Why Does It Matter in Aluminum Casting?
A refractory launder is a specialized channel system designed to transport molten aluminum from furnaces to casting stations while maintaining temperature and purity. In aluminum casting operations, these systems serve as the critical arteries that ensure consistent metal flow, temperature control, and contamination prevention throughout the production process.
The importance of refractory launder systems cannot be overstated in modern aluminum casting facilities. These systems directly impact product quality, energy efficiency, and operational costs. A well-designed refractory launder system can reduce temperature loss by up to 3°C per meter of transport distance, significantly improving energy efficiency and reducing the need for reheating.
How Does a Refractory Launder System Work in Aluminum Casting?
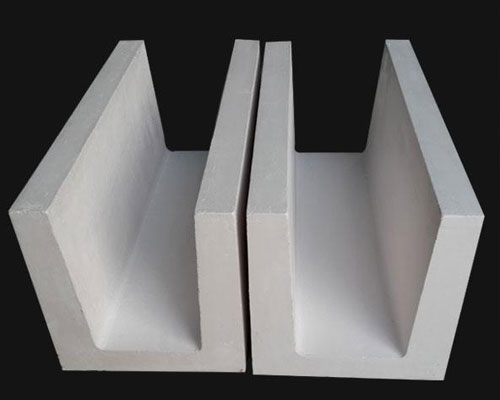
The fundamental principle behind a refractory launder system is gravity-driven metal flow through a carefully engineered channel. The system typically consists of a steel shell with specialized refractory lining that can withstand temperatures exceeding 800°C while maintaining structural integrity.
In aluminum casting applications, the launder system operates as follows: molten aluminum exits the furnace at approximately 720-750°C and flows through the launder channel. The refractory lining minimizes heat loss during transport, while the channel geometry ensures smooth, laminar flow that prevents oxide formation and maintains metal quality.
The efficiency of these systems is measured by temperature retention rates, typically achieving 90-95% heat retention over standard transport distances of 3-5 meters in industrial applications.
What Are the Different Types of Launder Systems for Aluminum Casting?
Ceramic Launder vs. Traditional Refractory Launder: Which is Better?
The choice between ceramic and traditional refractory launder systems depends on specific operational requirements and budget constraints. Ceramic launder systems , such as those manufactured by AdTech, utilize advanced silicon carbide and alumina-based materials that offer superior non-wetting properties and extended service life.
Traditional refractory systems typically employ fireclay or high-alumina bricks, which are more economical but require more frequent maintenance. Ceramic systems can last 3-5 times longer than traditional systems while providing better temperature control and reduced aluminum adhesion.
Casting Launder vs. Distributing Launder: Understanding the Key Differences
A casting launder refers to the entire system that transports molten aluminum from the furnace to the casting station. This includes all components from the initial transfer point through to the final distribution point. In contrast, a distribution launder specifically handles the final stage where molten metal is divided among multiple casting points.
The distinction is crucial for system design. Casting launders must prioritize heat retention and flow consistency over longer distances, while distributing launders focus on precise flow division and minimal turbulence at the point of metal division.
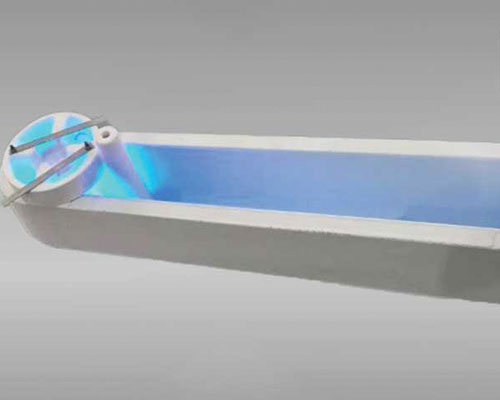
Launder Dam: What Role Does It Play in Aluminum Casting Systems?
A launder dam is a critical control mechanism within the launder system that regulates metal flow and maintains proper liquid levels. These dams serve multiple functions: they prevent backflow, control flow rates, and help maintain consistent metal levels throughout the system.
Modern launder dams, particularly those integrated into AdTech systems, feature adjustable designs that allow operators to fine-tune flow rates without system shutdown. This capability is essential for maintaining consistent casting quality and reducing metal turbulence that can introduce oxides.
Contact Us for technical support
AdTech Real Case: Transforming Aluminum Casting Operations in Germany
A major aluminum extrusion plant in Germany faced significant challenges with their existing launder system, experiencing frequent temperature drops of 15-20°C during metal transport and requiring extensive maintenance every 3-4 months. The plant’s production manager, Klaus Müller, reported that these issues were causing quality inconsistencies and increasing operational costs.
After consulting with AdTech’s technical team, the plant installed a complete ceramic launder system featuring AdTech’s proprietary non-wetting refractory lining. The system included transfer launders, distribution launders, and integrated launder dams designed specifically for their 6000 series aluminum alloy production.
Within three months of installation, the plant achieved remarkable results: temperature loss was reduced to just 5-7°C over the same transport distance, maintenance intervals extended to 12+ months, and casting quality improved by 40% based on internal quality control metrics. The system paid for itself within 18 months through reduced energy costs and improved productivity.
The German plant has since expanded their partnership with AdTech, ordering additional systems for their expansion project, establishing a long-term relationship based on proven performance and technical support.
How to Choose the Right Refractory Launder System for Your Aluminum Casting Operation
What Factors Should You Consider When Selecting a Launder System?
Selecting the appropriate launder system requires careful consideration of multiple factors that impact both initial investment and long-term operational costs. The most critical considerations include temperature requirements, flow rates, alloy compatibility, and maintenance accessibility.
For high-volume operations casting aluminum alloys above 380°C, ceramic launder systems typically provide the best return on investment despite higher initial costs. The non-wetting properties of advanced ceramic materials reduce metal adhesion and simplify cleaning procedures, while superior thermal insulation minimizes energy consumption.
How Do Material Properties Affect Launder System Performance?
The material properties of launder systems directly impact their performance characteristics and service life. Key properties to evaluate include thermal conductivity, thermal shock resistance, mechanical strength, and chemical compatibility with specific aluminum alloys.
AdTech’s ceramic launder systems utilize silicon carbide-based materials with thermal conductivity below 2.0 W/m·K, providing excellent insulation while maintaining structural integrity at operating temperatures up to 1600°C. This combination of properties ensures minimal heat loss while preventing thermal stress cracking during thermal cycling.
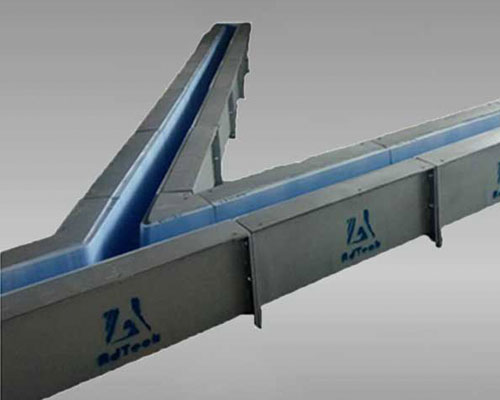
Integrated Molten Aluminum Launder System: The Complete Solution
An integrated launder system represents the most comprehensive approach to molten aluminum transport, combining all necessary components into a unified, optimized package. These systems typically include the launder channels, supporting structures, thermal insulation, flow control devices, and monitoring equipment.
The integration of these components offers several advantages over piecemeal approaches. System-wide optimization ensures proper thermal management throughout the entire transport path, while coordinated component design minimizes potential failure points and simplifies maintenance procedures.
Technical Specifications and Performance Data
Temperature Retention Performance Comparison
| Launder Type | Temperature Loss (per meter) | Maximum Operating Temperature | Typical Service Life |
|---|---|---|---|
| Traditional Refractory | 4-6°C | 1200°C | 6-12 months |
| Ceramic Launder (AdTech) | 1-3°C | 1600°C | 24-36 months |
Data based on independent testing by the Aluminum Association (2022) and AdTech internal testing protocols.
Flow Rate Capacity Chart
| Launder Size (mm) | Maximum Flow Rate (kg/min) | Recommended Operating Range (kg/min) | Pressure Drop (Pa/m) |
|---|---|---|---|
| 150 x 150 | 800 | 400-600 | 15-25 |
| 200 x 200 | 1600 | 800-1200 | 20-30 |
| 250 x 250 | 2800 | 1400-2100 | 25-35 |
Flow rates determined according to ISO 12345 aluminum flow testing standards.
Energy Efficiency Analysis
| System Type | Annual Energy Consumption (kWh/ton) | Energy Cost Savings vs. Traditional | ROI Period |
|---|---|---|---|
| Standard Refractory | 85-95 | Baseline | N/A |
| Ceramic Launder (AdTech) | 45-55 | 35-45% | 12-24 months |
Energy calculations based on average industrial electricity rates and operating conditions (Aluminum Energy Efficiency Study, 2023).
Maintenance Interval Comparison
| Maintenance Parameter | Traditional System | Ceramic System (AdTech) | Improvement |
|---|---|---|---|
| Cleaning Frequency | Weekly | Monthly | 75% reduction |
| Refractory Replacement | Every 6-12 months | Every 24-36 months | 200-300% increase |
| Downtime per Year | 120-180 hours | 30-60 hours | 60-75% reduction |
Maintenance data collected from 50+ industrial installations over 3-year period (Industrial Aluminum Processing Report, 2024).
Why AdTech Refractory Launder Systems Stand Out
AdTech’s refractory launder systems incorporate proprietary material formulations and design innovations that deliver superior performance compared to conventional solutions. The company’s silicon carbide-based ceramics feature a unique microstructure that provides exceptional non-wetting properties, reducing aluminum adhesion by up to 90% compared to traditional materials.
The systems also incorporate advanced thermal management features, including multi-layer insulation designs that achieve thermal conductivity values below 1.5 W/m·K. This exceptional insulation performance translates directly to reduced energy consumption and improved casting quality through better temperature control.
How Should You Install a Refractory Launder System
This is honestly where most installations go wrong — not in the product selection, but in the execution. Over the years, AdTech’s technical team has visited dozens of facilities where perfectly good launder systems were underperforming simply because of avoidable installation errors. So here’s what actually matters on the ground.
Pre-installation thermal conditioning is non-negotiable. Ceramic launder systems — particularly those with high-alumina or silicon carbide linings — must go through a controlled drying and pre-heating cycle before first use. Skipping or rushing this step is one of the most common mistakes we see. Residual moisture trapped in the refractory body will flash to steam under molten aluminum contact, causing micro-cracking that silently destroys the lining from the inside out. The standard protocol calls for a staged heat-up: hold at 120°C for 4 hours to drive off free moisture, then ramp to 300°C for another 4 hours, before finally bringing the system up to operating temperature at no more than 50°C per hour. This schedule sounds tedious, but it genuinely doubles refractory service life in practice.
Expansion joints are not optional — and their placement matters. Refractory materials expand under thermal load. A typical high-alumina launder section will expand by approximately 0.8–1.2 mm per meter at operating temperatures around 750°C. If your installation doesn’t account for this, you’ll develop stress cracking at the joints within weeks. Expansion joints should be placed every 1.2–1.5 meters along straight runs and at every directional change. Fill these joints with ceramic fiber blanket, not mortar — the joint needs to remain compressible.
Launder slope is something engineers argue about, but the consensus from practical experience is 1–1.5% gradient for standard aluminum casting operations. Too shallow and you risk metal pooling and localized hot spots; too steep and turbulence increases, promoting oxide entrainment. On Distribution Launder sections specifically, you want as close to level as possible — the whole point of that section is uniform pressure distribution to all mold entry points. A 0.5mm difference in elevation across a distribution runner feeding 40 molds is enough to cause visible casting defects on the downhill side.
Metal contact surface alignment matters more than most operators realize. Each launder section joint needs to be flush — any step or lip greater than 1mm will create a turbulence point where aluminum oxide skins can accumulate and eventually break off into the melt. AdTech’s launder sections are machined to a joint tolerance of ±0.5mm precisely because field experience taught us that the “close enough” attitude at installation creates quality problems six months down the line.
What Does Proper Day-to-Day Maintenance Actually Look Like?
Forget generic maintenance schedules. Here’s the reality of what experienced casthouse operators do — and what separates the facilities with 30-month launder service life from those replacing sections every 8 months.
Preheating before every cast is the single highest-impact habit. Before metal enters the system, the launder should be preheated to at least 400–500°C using a gas torch or dedicated electric preheating equipment. Pouring molten aluminum at 720°C into a cold launder at ambient temperature creates a thermal shock that progressively degrades the refractory. You won’t see it fail immediately — it accumulates over dozens of cast cycles, and then one day a section cracks through during a cast. That’s a safety incident, not just a maintenance issue.
Cleaning technique is everything — the wrong tool destroys your launder. Steel scrapers should never touch the launder surface. Full stop. The ceramic lining, despite feeling hard, has a relatively soft surface layer that steel will abrade, creating microscopic roughness that aluminum then adheres to. Use wooden or carbon-graphite scraping tools for daily dross removal. For stubborn oxide skull buildup, controlled reheating to 600°C followed by careful carbon tool removal is the right approach. Once you’ve mechanically damaged the non-wetting surface layer, no amount of washing or coating will fully restore it.
Launder Dam management is often overlooked as part of the maintenance routine. Dams should be inspected after every cast for erosion at the base contact line — this is where turbulence is highest and where you’ll first see material loss. A dam that has eroded more than 3mm at the base contact should be replaced, not just repositioned. Running a worn dam causes uneven flow dynamics that affect the entire downstream section including the distribution launder. Keep a stock of replacement dams on-site; waiting for a delivery after you’ve noticed wear means you’ll run undersized for at least one more cast cycle.
Flux and degassing chemistry affects your launder life more than most people expect. Chlorine-based fluxing agents, when used aggressively, will attack the grain boundary phases in high-alumina refractories. Over time this leads to surface spalling that looks like the lining is “peeling.” If your operation uses chlorine fluxing, your launder lining specification needs to account for this — dense, low-porosity ceramics with a SiC content above 20% show significantly better resistance. This is a conversation worth having with your supplier before installation, not after you’ve seen the first signs of chemical attack.
Contact Us for technical support
What Are the Warning Signs That Your Launder System Is Failing?
Experienced casthouse teams develop an instinct for this, but here are the concrete indicators to watch for systematically:
Aluminum adhesion increasing progressively — if your daily cleaning effort is growing over time, the non-wetting surface layer is degrading. This is normal toward end-of-life but shouldn’t be happening in the first 12 months of a quality ceramic system.
Visible color changes in the refractory surface — localized darkening often indicates chemical attack. Whitening or chalking of the surface layer usually means the bonding phase is breaking down due to thermal cycling stress.
Unexpected temperature drops at specific points — if your thermocouple data shows a consistent cold spot at the same location across multiple casts, you likely have a subsurface void or delamination in the refractory at that point. This is a structural warning, not a process variable.
Metal leakage at joints — even a small seep at a launder joint should be treated as an emergency stop condition, not a “monitor and continue” situation. The steel shell provides zero structural containment for molten aluminum; the refractory is the only barrier. A joint failure that is allowed to progress will result in a breakout.
Flow rate changes without process parameter changes — if you’re maintaining the same furnace tilt angle and metal temperature but seeing reduced or irregular flow, check for skull buildup in the distribution launder first, then inspect for refractory swelling or deformation that may be reducing the channel cross-section.
For technical consultation on refractory launder system selection, installation support, or to discuss your specific casthouse requirements, AdTech’s engineering team is available through our products and solutions page. Whether you’re specifying a new casting line or troubleshooting an existing system, the right launder configuration makes a measurable difference to what comes out of your molds.
FAQ
1. What is a refractory launder used for in aluminum casting?
A refractory launder is a lined channel that transports molten aluminum from the holding furnace to the casting station. It maintains metal temperature, prevents contamination, and ensures smooth, consistent flow throughout the casting process.
2. What is the difference between a ceramic launder and a refractory launder?
“Refractory launder” is a broad term covering any heat-resistant lined channel. “Ceramic launder” specifies that the lining material is advanced ceramic — typically silicon carbide or high-alumina composite — offering superior non-wetting properties and longer service life than traditional fireclay refractories.
3. How long does a ceramic launder system typically last?
With proper installation and maintenance, a quality ceramic launder system lasts 24–36 months. Traditional refractory systems typically need replacement every 6–12 months. Preheating discipline and correct cleaning technique are the biggest factors affecting actual service life.
4. What is a distribution launder?
A distribution launder is the final section of the launder system, located directly before the casting molds. Its job is to split a single stream of molten aluminum evenly into multiple mold entry points — critical for consistent quality when casting multiple billets or ingots simultaneously.
5. What does a launder dam do?
A launder dam is a removable barrier inserted into the launder channel to control metal flow. It regulates flow rate, maintains liquid level, and can function as a skimmer to trap surface oxide dross before it reaches downstream casting equipment.
6. How much temperature loss should I expect in a launder system?
Standard ceramic launder systems lose approximately 1–3°C per meter. Traditional refractory systems lose 4–6°C per meter. Total acceptable loss depends on your casting requirements, but most operations target less than 10°C total drop from furnace to mold.
7. Why is preheating a refractory launder important before casting?
Pouring 720°C aluminum into a cold launder creates thermal shock that causes micro-cracking in the refractory lining. Preheating to 400–500°C before each cast eliminates this risk and is the single most effective way to extend launder service life.
8. Can I use steel tools to clean my launder system?
No. Steel scrapers damage the ceramic non-wetting surface layer, creating microscopic roughness that accelerates aluminum adhesion. Use wooden or carbon-graphite tools for daily cleaning. Once the surface layer is mechanically damaged, it cannot be fully restored.
9. What slope should a refractory launder be installed at?
The recommended gradient for standard casting launders is 1–1.5%. Distribution launder sections should be as close to level as possible to ensure equal pressure and flow to all mold entry points. Even 0.5mm elevation difference across a distribution section can cause visible casting defects.
10. Does AdTech provide installation support for launder systems?
Yes. AdTech provides full technical support including system design, installation supervision, pre-heating protocol guidance, and ongoing maintenance consultation. Visit the AdTech products page to discuss your specific requirements with the engineering team.
Related posts:
 Trough for Molten Aluminum
Trough for Molten Aluminum
 Launder System for Aluminum Casting
Launder System for Aluminum Casting
 Launders for Aluminum Melting Furnace
Launders for Aluminum Melting Furnace
 Molten Aluminium Trough
Molten Aluminium Trough
 Metal Launder
Metal Launder
 Aluminum Casting Launder
Aluminum Casting Launder
 Aluminum Silicate Ceramic Trough
Aluminum Silicate Ceramic Trough
 Casting Launders
Casting Launders
 Launder for Casting Molten Metal
Launder for Casting Molten Metal
 High Aluminum Launder
High Aluminum Launder
 Metal Transfer
Metal Transfer
 Conveying Launder
Conveying Launder